सीएनसी मशीनिंग स्टेनलेस स्टील के लिए टिप्स: चुनौतियों को पार करने और गुणवत्ता बढ़ाने के लिए पेशेवर मार्गदर्शिका
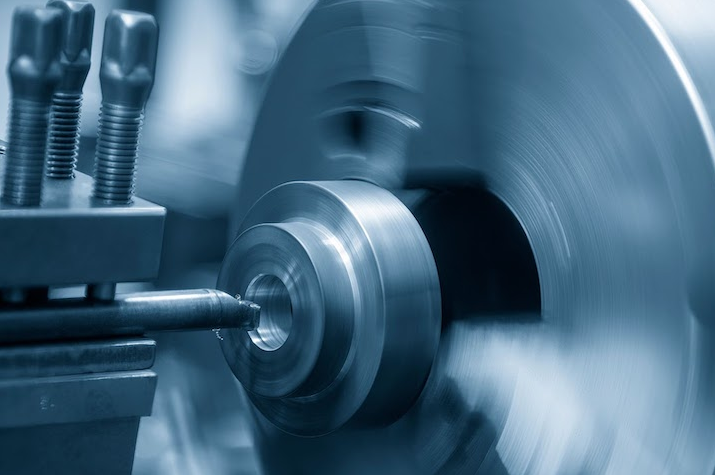
स्टेनलेस स्टील सीएनसी मशीनिंग में सबसे व्यापक रूप से उपयोग की जाने वाली सामग्रियों में से एक है, जिसे इसके असाधारण संक्षारण प्रतिरोध, उच्च शक्ति, स्थायित्व और स्वच्छ गुणों के लिए महत्व दिया जाता है। यह ऑटोमोटिव जैसे उद्योगों की सेवा करता है, वायु-अंतरिक्ष, चिकित्सा, से खाद्य प्रसंस्करण तक, सामान्य ग्रेडों में 304, 316, 316L, 17-4 पीएच, 400 श्रृंखला, और ड्यूपलेक्स मिश्र धातुएँ शामिल हैं। हालाँकि, सीएनसी मशीनिंग स्टेनलेस स्टील में विशिष्ट कठिनाइयाँ होती हैं: मजबूत वर्क हार्डनिंग, कम तापीय चालकता, उच्च कटिंग बल, तीव्र टूल घिसाव, और नियंत्रित करने में कठिन तार जैसी चिप्स। यह मार्गदर्शिका स्टेनलेस स्टील को सुचारू रूप से मशीन करने, टूल जीवन बढ़ाने, सटीकता में सुधार करने, और उत्पादन लागत कम करने में मदद करने के लिए सिद्ध सर्वोत्तम प्रथाओं का संकलन करती है।.

सीएनसी मशीनिंग में स्टेनलेस स्टील की प्रमुख चुनौतियाँ
सुझावों में गोता लगाने से पहले, मुख्य समस्याओं को समझना आपको समाधानों को अधिक प्रभावी ढंग से लागू करने में मदद करता है:
- कार्य कठोरताकटने के दौरान स्टेनलेस स्टील जल्दी से कठोर हो जाता है, जिससे कटने का प्रतिरोध बढ़ता है और उपकरण तेजी से घिस जाते हैं।.
- ताप का संचयखराब ऊष्मा चालकता काटने की धार पर गर्मी को फँसा देती है, जिससे उपकरण की विफलता और आयामी त्रुटियाँ होती हैं।.
- उपकरण का घिसावउच्च कठोरता और घिसाव फ्लैंक घिसाव, क्रेटर घिसाव और निर्मित किनारे (BUE) को तेज करते हैं।.
- चिप संबंधी समस्याएँडक्टाइल स्टेनलेस स्टील लंबे, उलझे हुए चिप्स बनाता है जो सतहों को खरोंचते हैं और मशीनों में अटक जाते हैं।.
- कंपन और खड़खड़ाहटकठोरता की कमी से सतह की फिनिश खराब होती है और सहनशीलता में विचलन होता है।.
मशीनिंग के लिए सही स्टेनलेस स्टील ग्रेड चुनें
मशीनीकरण योग्य ग्रेड का चयन करने से आरंभ में कठिनाई कम हो जाती है:
- मशीनीकरण में सबसे आसान: 416 स्टेनलेस स्टील (400 श्रृंखला फेराइटिक/मार्टेन्साइटिक).
- सबसे आम: 304 (ऑस्टेनिटिक, सामान्य उपयोग) और 316/316L (उच्च संक्षारण प्रतिरोध, कम मशीनेबिलिटी).
- उच्च-शक्ति: 17‑4 पीएच (वर्षण-कठोरण) एयरोस्पेस और समुद्री भागों के लिए।.
- लागत-कुशल: 409 फेराइटिक स्टेनलेस स्टील (सबसे कम लागत)।.
2. स्टेनलेस स्टील सीएनसी मशीनिंग के लिए सर्वोत्तम उपकरण चयन
उपकरण का चयन सीधे उपकरण की आयु, सतह की फिनिश और दक्षता को प्रभावित करता है:

उपकरण सामग्री
- ठोस कार्बाइड / अति-सूक्ष्म दानेदार कार्बाइडकठोरता और मजबूती का सर्वोत्तम संतुलन; अधिकांश स्टेनलेस स्टील ग्रेडों के लिए आदर्श।.
- लेपित कार्बाइडTiAlN, AlCrN, TiCN कोटिंग्स गर्मी और घिसाव प्रतिरोध को बढ़ाती हैं।.
- उच्च-गति इस्पात (HSS)सस्ता लेकिन केवल धीमी गति और हल्की कटौती के लिए; उपकरण का जीवनकाल कम।.
- सिरेमिक316L की उच्च-गति फिनिशिंग के लिए; भंगुरता के कारण रफिंग से बचें।.
उपकरण ज्यामिति
- सकारात्मक रेक कोण (8–12°): काटने की बलों और कार्य-कठोरता को कम करता है।.
- तीखे काटने वाले किनारेसामग्री के चिपकने और फैलने को कम करें।.
- हल्की पॉलिश की हुई धारतेज धार बनाए रखते हुए छिलकने से रोकता है।.
- बाँसुरी गिनतीस्लॉटिंग के लिए 4 फ्लूट (बेहतर चिप निकासी); फिनिशिंग और HEM टूलपथ के लिए 5–7 फ्लूट।.
3. कटिंग पैरामीटर (गति, फीड, गहराई) को अनुकूलित करें
सही पैरामीटर कार्य कठोरता और अतितापन को रोकते हैं:
मिलिंग पैरामीटर
- 304 स्टेनलेस स्टील: 100–200 एसएफएम, 0.005–0.008 इंच/दांत फीड।.
- 316/316L स्टेनलेस स्टील: 90–180 एसएफएम, 0.004–0.007 इंच/दांत फीड।.
- 17-4 पीएच स्टेनलेस स्टील: 80–160 एसएफएम, 0.003–0.006 इंच/दांत फीड।.
- काट की गहराई: रफिंग 0.5–2.0 मिमी; फिनिशिंग 0.2–0.5 मिमी।.
- उपकरण संलग्नताओवरलोड से बचने के लिए टूल व्यास का 30–40%।.
पैरामीटर बदलना
- रफिंग: 80–120 मी/मिनट, 0.2–0.3 मिमी/परिवर्तन, 1.5–3.0 मिमी गहराई।.
- अंतिम परिष्करण: 120–150 मी/मिनट, 0.05–0.15 मिमी/परिवर्तन, 0.2–0.5 मिमी गहराई।.
थ्रेड टर्निंग
- कटिंग गति: 80–150 मी/मिनट; परतबद्ध प्रगतिशील कटाई।.
- चाराथ्रेड पिच के बराबर; फिनिशिंग अलाउंस 0.05–0.1 मिमी।.
सामान्य नियम: कम गति + अधिक फीड ताप और कठोरता में कमी।.

4. कठोर सेटअप और कंपन नियंत्रण
सटीकता और उपकरण जीवन के लिए स्थिरता महत्वपूर्ण है:
- कठोर मशीनों, कम टूल ओवरहैंग और मजबूत टूलहोल्डर्स का उपयोग करें।.
- चाल-चलन को खत्म करने के लिए फिटिंग्स और वर्कहोल्डिंग को कसें।.
- स्पिंडल रनआउट को कम करें और मशीन बेड की स्थिरता सुनिश्चित करें।.
- चढ़ाई चुनें मिलिंग कठोरता के जोखिम को कम करने के लिए पारंपरिक मिलिंग की तुलना में।.
5. प्रभावी कूलेंट और स्नेहन रणनीतियाँ
कूलेंट गर्मी, घर्षण, चिप और कार्य-कठोरता की समस्याओं का समाधान करता है:
- कूलेंट का प्रकार: भारी कटौती के लिए अर्ध-सिंथेटिक, घुलनशील तेल, या शुद्ध तेल।.
- एकाग्रता: अधिकांश संचालन के लिए 6–8%।.
- वितरण: फ्लड कूलिंग + गहरे छेद और पॉकेट्स के लिए उच्च-दबाव थ्रू-टूल कूलेंट (800–1000 PSI).
- लाभ: गर्मी कम करता है, चिप्स धोता है, BUE को रोकता है, उपकरण के जीवन को 40–60% तक बढ़ाता है।.
6. चिप निकासी और नियंत्रण
खराब चिप हैंडलिंग से खरोंचें और उपकरण टूटने की समस्या होती है:
- चिप-ब्रेकर ज्यामिति उपकरणों और सर्पिल चिप ब्रेकर्स का उपयोग करें।.
- टूटल और चिप्स को धोकर निकालने के लिए उच्च दबाव वाला कूलेंट लगाएँ।.
- गहरे छेद में चिप्स को समय-समय पर साफ करने के लिए पेक ड्रिलिंग का उपयोग करें।.
- उपकरणों या पुर्जों के चारों ओर लिपटने वाली लंबी, धागे जैसी चिप्स से बचें।.
7. उपकरण की घिसावट कम करें और उपकरण का जीवन बढ़ाएँ
लागत कम करने के लिए उपकरण का जीवनकाल बढ़ाएँ:
- तीखे उपकरणों का उपयोग करें; घिसाव के पहले लक्षणों (फ्लैंक घिसाव ≤0.3 मिमी) पर बदलें।.
- उपकरण की स्थिति की नियमित रूप से निगरानी करें; निवारक उपकरण परिवर्तन अपनाएँ।.
- ट्रोकॉइडल मिलिंग और डायनामिक मिलिंग का उपयोग करके टूल लोड कम करें।.
- कटिंग पैरामीटरों को सुसंगत और कूलिंग को स्थिर बनाए रखें।.
8. सटीकता और सतह की फिनिश सुनिश्चित करें
कड़े सहनशीलता मानों और वांछित सतह गुणवत्ता को पूरा करें:
- मशीनों को नियमित रूप से कैलिब्रेट करें और अक्ष की बैकलैश जांचें।.
- उच्च गति और कम फीड के साथ हल्के फिनिशिंग पास का उपयोग करें।.
- तापीय संकुचन को कम करने के लिए कार्यशाला का तापमान नियंत्रित करें।.
- पश्चात-प्रक्रिया: डेबर्, ग्राइंड, इलेक्ट्रोपॉलिश करके फिनिश और संक्षारण प्रतिरोध को बढ़ाना।.
9. स्टेनलेस स्टील सीएनसी मशीनिंग में सामान्य दोषों से बचें
खामियों को सक्रिय रूप से ठीक करें:
- बना हुआ किनारागति बढ़ाएँ और कूलेंट का उपयोग करें।.
- चैटर मार्क्सकठोरता में सुधार करें और पैरामीटरों का अनुकूलन करें।.
- बर्ज़तेज़ उपकरणों और अनुकूलित प्रवेश/निकास कोणों का उपयोग करें।.
- आयामी त्रुटियाँतापमान नियंत्रित करें और उपकरण की घिसावट की निगरानी करें।.
- लिपेटना: स्नेहन और उपकरण कोटिंग में सुधार करें।.
10. स्टेनलेस स्टील सीएनसी मशीनिंग के लिए लागत अनुकूलन
गुणवत्ता खोए बिना लागत में कमी:
- सामग्री नेस्टिंग को अनुकूलित करें ताकि अपशिष्ट 25% तक कम हो सके।.
- उपकरणों का मानकीकरण करें और इन्वेंटरी की विविधता कम करें।.
- उपकरण का जीवनकाल बढ़ाकर प्रतिस्थापन की आवृत्ति कम करें।.
- कुशल टूलपाथ और कम चक्र समय के लिए उन्नत CAM का उपयोग करें।.
अपनी स्टेनलेस स्टील सीएनसी मशीनिंग के लिए HLW को क्यों चुनें?
HLW स्टेनलेस स्टील के पुर्जों के लिए पेशेवर सीएनसी मशीनिंग सेवाओं का एक विश्वसनीय प्रदाता है, जिसे मिलिंग का व्यापक अनुभव है।, घूमना, 304, 316, 316L, 17-4 PH और अन्य ग्रेड की ड्रिलिंग, थ्रेडिंग और सटीक फिनिशिंग। हम उपरोक्त सर्वोत्तम प्रथाओं को लागू करके चिकित्सा, एयरोस्पेस, ऑटोमोटिव और औद्योगिक अनुप्रयोगों के लिए कुशल उत्पादन और लागत-प्रभावी समाधानों के साथ उच्च-सटीक, स्थिर-गुणवत्ता वाले पुर्जे प्रदान करते हैं।.
कस्टम स्टेनलेस स्टील सीएनसी मशीनिंग परियोजनाओं या पूछताछ के लिए, आज ही HLW से संपर्क करें:
- फ़ोन: +86 18664342076
- ईमेल: info@helanwangsf.com