Precyzja jest siłą napędową zegarmistrzostwa, wielowiekowego rzemiosła łączącego artyzm z mikroinżynierią. Każde koło zębate, płyta główna i drobny element w zegarku mechanicznym muszą spełniać niewyobrażalnie wąskie tolerancje - często mierzone w mikronach lub nawet submikronach - aby zapewnić bezbłędne odmierzanie czasu i długowieczność. We współczesnej erze, Obróbka CNC stała się kamieniem węgielnym precyzyjnej produkcji części zegarków, uzupełniając tradycyjne rzemiosło, eliminując błędy ludzkie i odblokowując nowe możliwości w zakresie złożonego projektowania i skalowalności. Od luksusowych szwajcarskich czasomierzy po niestandardowe mechanizmy zegarków, frezowanie CNC, toczenie i zaawansowane technologie obróbki wieloosiowej na nowo definiują możliwości produkcji zegarków.

Dlaczego obróbka CNC jest niezbędna w zegarmistrzostwie?
Części zegarków i zegarów są jednymi z najmniejszych i najbardziej skomplikowanych elementów mechanicznych w produkcji, a nawet ułamek milimetra błędu sprawia, że element nie działa. Tradycyjne rzemiosło, choć jest świadectwem umiejętności mistrzów zegarmistrzostwa, cierpi z powodu nieodłącznych ograniczeń: zmęczenia ludzi, niespójnej precyzji i powolnego czasu produkcji. Obróbka CNC rozwiązuje te wyzwania, zapewniając Niezachwiana, powtarzalna dokładność-wykonywanie zaprogramowanych komputerowo instrukcji dokładnie, za każdym razem - bez kompromisów.
Luksusowy zegarek może zawierać ponad 700 pojedynczych części, z których wszystkie muszą działać w idealnej harmonii przez lata. Maszyny CNC, czy to frezarki, tokarki, czy szwajcarskie centra tokarskie, produkują te części z mikronową precyzją, której wymaga zegarmistrzostwo. Co więcej, technologia CNC nie zastępuje ludzkiego rzemiosła. dodatki to. Wykwalifikowani zegarmistrzowie nadal nadzorują projektowanie, montaż i wykończenie, podczas gdy CNC zajmuje się wysoce precyzyjną, powtarzalną obróbką - oszczędzając czas, zmniejszając ilość odpadów i umożliwiając produkcję złożonych projektów zegarków.
Obróbka CNC również demokratyzuje zegarmistrzostwo, otwierając pole dla nowych projektantów i inżynierów, którym może brakować dziesięcioleci szkolenia wymaganego do tradycyjnej produkcji ręcznej. Dzięki oprogramowaniu do projektowania wspomaganego komputerowo (CAD) i dostępnym narzędziom CNC, twórcy mogą projektować niestandardowe części zegarków cyfrowo i ożywiać je z profesjonalną precyzją - bez konieczności posiadania ogromnego warsztatu lub tradycyjnego rzemiosła.
Kluczowe technologie CNC dla precyzyjnej produkcji części do zegarków
Przemysł zegarmistrzowski wykorzystuje szereg technologii obróbki CNC, z których każda jest dostosowana do unikalnych wymagań komponentów zegarmistrzowskich - od delikatnych kół zębatych i płyt głównych po solidne koperty zegarków, bransolety i zapięcia. Poniżej przedstawiamy najważniejsze rozwiązania CNC do produkcji części zegarków i zegarów:
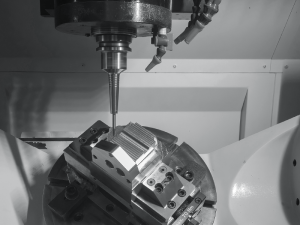
3-osiowe i 4-osiowe frezowanie CNC
Do podstawowych elementów zegarków, takich jak płyty główne, mostki i ogniwa bransolet, 3-osiowe i 4-osiowe frezowanie CNC jest koniem pociągowym produkcji. Frezarka CNC Elara NS firmy HLW, będąca podstawą w produkcji zegarków, doskonale radzi sobie z obróbką zarówno miękkich metali (mosiądz, złoto), jak i twardych, trwałych materiałów (tytan, stal nierdzewna 316L) - najczęstszych podłoży dla części zegarków.
Ta technologia frezowania obsługuje zarówno 3-osiowe operacje ze stałym przedmiotem obrabianym, jak i złożone 4-osiowe automatyczne odwracanie z opcjonalną głowicą obrotową, idealną do obróbki skomplikowanych elementów ze wszystkich stron części. Na przykład, ogniwa bransolet zegarków wymagają frezowania 4-osiowego do wiercenia precyzyjnych otworów na śruby, wykańczania zakrzywionych powierzchni i tworzenia otworów na pręty sprężynujące i przyciski zwalniające zapięcie - zadania, które wymagają specjalistycznego oprzyrządowania 4-osiowego, często zaprojektowanego w oprogramowaniu CAD, takim jak Fusion360 i obrabianego przez setki godzin w celu uzyskania idealnej dokładności. HLW produkuje również niestandardowe uchwyty i zaciski, aby spełnić unikalne potrzeby niestandardowych projektów zegarków, zapewniając idealne dopasowanie do każdego komponentu.

5-osiowe frezowanie CNC
W przypadku najbardziej złożonych części zegarków - takich jak organicznie zakrzywione koperty zegarków, ramki, uszy i szkieletowe elementy mechanizmu -...5-osiowe frezowanie CNC jest niezbędna. Technologia ta manipuluje obrabianym przedmiotem pod każdym kątem w jednym ustawieniu, eliminując akumulację błędów z wielu zacisków i zapewniając nieskazitelne wykończenie powierzchni (tak niskie jak Ra0,02 μm). 5-osiowe centra frezarskie wykorzystują miniaturowe frezy z węglika wolframu (o średnicy zaledwie 0,1 mm) do obróbki rowków zębów kół zębatych z błędami skoku ≤0,8 μm, spełniając submikronowe tolerancje w produkcji luksusowych zegarków.
Tokarki CNC typu szwajcarskiego
Szwajcarskie tokarki CNC są specjalnie zaprojektowane dla małe, smukłe i złożone komponenty które tworzą serce mechanizmu zegarka - koła zębate, zębniki, śruby i wałki balansowe. Szwajcarskie tokarki HLW zapewniają wysoką dokładność toczenia dla średnich i dużych serii produkcyjnych, z dodatkowymi funkcjami obróbki, które umożliwiają tworzenie złożonych części na kompaktowych maszynach. Unikalna zasada nieruchomego materiału i obracającego się narzędzia zapewnia w pełni zautomatyzowaną, nieprzerwaną obróbkę, z wrzecionami osiągającymi do 12 000 obrotów na minutę, co zapewnia idealną równowagę między precyzją i szybką przepustowością. Ultraprecyzyjna technologia toczenia zastępuje nawet tradycyjne procesy szlifowania komponentów, takich jak czopy wału wyważającego, skracając etapy procesu o 50% przy jednoczesnym osiągnięciu dokładności obróbki 0,1 μm.
Systemy sterowania CNC oparte na komputerach PC
Nowoczesna obróbka CNC dla zegarmistrzostwa opiera się na Platformy sterowania oparte na komputerach PC (np. TwinCAT CNC), które oferują skalowalność, elastyczność i przyszłość. Systemy te synchronizują szybkie wrzeciona i osie serwomechanizmów, a ich modułowa architektura pozwala na niestandardową konfigurację w celu skrócenia czasu obliczeń i spełnienia rygorystycznych wymagań dotyczących cyklu pracy maszyny. Systemy napędowe One Cable Technology (OCT) oszczędzają miejsce w szafach sterowniczych i eliminują zakłócenia sygnału, a wejścia/wyjścia EtherCAT zapewniają płynną komunikację między komponentami. W przypadku całodobowej produkcji te systemy sterowania zapewniają stałą precyzję i łatwą integrację z systemami kontroli jakości i realizacji produkcji (MES).
Osiąganie submikronowych tolerancji: Złoty standard luksusowego zegarmistrzostwa
Luksusowe szwajcarskie wymagania zegarmistrzowskie Tolerancje submikronowe (0,1-1 μm)-wymóg wynikający z trzech krytycznych czynników:
- Wydajność pomiaru czasu: Zegarki mechaniczne wymagają dziennego błędu pomiaru czasu wynoszącego ±2 sekundy lub mniej; nadmierne zazębianie się kół zębatych powoduje utratę mocy lub zacinanie się.
- Estetyczna doskonałość: Polerowane koperty, mechanizmy szkieletowe i niestandardowe wykończenia wymagają chropowatości powierzchni ≤0,05 μm i tolerancji geometrycznych, takich jak okrągłość ±0,5 μm.
- Miniaturyzacja: Ultracienkie zegarki (o grubości ≤3 mm) posiadają części mniejsze niż 1 mm, gdzie niekontrolowane tolerancje prowadzą do awarii montażu.
Obróbka CNC sprawia, że submikronowa precyzja jest osiągalna z bezprecedensową wydajnością, rozwiązując ograniczenia tradycyjnego ręcznego wytwarzania (np. klatka tourbillonu, która kiedyś wymagała setek godzin ręcznej regulacji, może być teraz obrabiana w ciągu kilku godzin z lepszą stabilnością tolerancji 90%). HLW osiąga te ekstremalne tolerancje dzięki holistycznemu podejściu do produkcji:
- Optymalizacja procesów oparta na sztucznej inteligencji: Algorytmy uczenia maszynowego przewidują zużycie narzędzia i dostosowują parametry cięcia z wyprzedzeniem, zmniejszając ilość odpadów z 5% do 0,3%. Dynamiczna kompensacja w czasie rzeczywistym koryguje odchylenia wymiarowe spowodowane wibracjami lub zmianami temperatury (±0,2 μm).
- Kontrola materiałów i osprzętu: Próżniowe wyżarzanie stali nierdzewnej 316L eliminuje naprężenia szczątkowe (odkształcenie <0,3 μm), podczas gdy mocowania o wysokiej sztywności zmniejszają odkształcenia zaciskowe dla części cienkościennych (tolerancja płaskości ≤0,3 μm). Ultra-lustrzane polerowanie z docieraniem diamentowym zapewnia chropowatość powierzchni kryształu szafiru ≤0,01 μm i przepuszczalność światła 99,6%.
- Stabilne środowisko produkcyjne: Warsztaty o stałej temperaturze (wahania temperatury <±0,1 ℃) zapobiegają dryftowi wymiarowemu związanemu z rozszerzalnością cieplną, a pływające w powietrzu platformy wibroizolacyjne tłumią wibracje obrabiarki do ≤10 nm.
- Rygorystyczna kontrola jakości: Każda obrabiana część jest poddawana współrzędnościowej maszynie pomiarowej (CMM) i kontroli wizualnej w celu zweryfikowania dokładności wymiarowej - na przykład weryfikacja rozmieszczenia otworów między kołami zębatymi zegarka w celu wyeliminowania odchyleń tak małych jak 0,0156 mm (niedopuszczalnych w produkcji zegarków).
Rzeczywiste zastosowania CNC w produkcji zegarków na zamówienie
Obróbka CNC jest podstawą produkcji niestandardowych i prototypowych zegarków, umożliwiając zegarmistrzom precyzyjne ożywianie złożonych projektów. Technologia CNC HLW została wykorzystana do stworzenia najnowocześniejszych prototypów zegarków i części produkcyjnych, w tym:
- Płyty główne Roysdon Model 1: Obrobione na frezarce CNC Elara NS i zweryfikowane na maszynie CMM, te płyty główne osiągnęły krytyczny wymiar 3,6230 mm między trzecim a wolnym kołem - korygując błąd 0,0156 mm wynikający z mniej precyzyjnej obróbki CNC.
- Prototypy kalendarza wiecznego: 78-elementowy moduł wiecznego kalendarza (oparty na projekcie z 1920 roku, skalowany 2x) dla Roysdon Model 3, zaprojektowany w Fusion360 i obrabiany na frezarce CNC Elara i tokarce Boley F1 firmy HLW. Ten prototyp ocenia części obrotowe (koła zębate, krzywki, zębniki), aby zapewnić dokładne śledzenie miesiąca i roku przestępnego.
- Bransoletki Roysdon Model 2: 4-osiowe frezowanie CNC ogniw bransoletek i niestandardowe mocowanie do wiercenia otworów na śruby, otworów na pręty sprężynujące i elementów zapięcia - przy czym niestandardowe mocowanie czwartej osi zajęło 2 miesiące na zaprojektowanie i ponad 100 godzin na obróbkę w celu uzyskania doskonałej precyzji.
- Prototypowanie mechanizmów zegarków CNC: Kompaktowe stacjonarne frezarki CNC firmy HLW umożliwiają zegarmistrzom z małych warsztatów obróbkę mostków i płyt głównych mechanizmów 6498 z tolerancją dziesiątych części milimetra. Używając palet mocujących i zestawów kołków rozporowych, dwustronna obróbka jest osiągana z profesjonalną precyzją - udowadniając, że duże frezarki podłogowe nie są wymagane do produkcji precyzyjnych części zegarków.
Przyszłość obróbki CNC w zegarmistrzostwie
Technologia CNC nadal przesuwa granice tego, co jest możliwe w produkcji zegarków i zegarów, a pojawiające się trendy koncentrują się na precyzja w nanoskali, zintegrowana produkcja i cyfryzacja:
- Obróbka powierzchni w nanoskali: Napylanie wiązką jonów tworzy nanopowłoki o grubości 50-100 nm na kopertach zegarków, zwiększając odporność na zużycie i korozję bez uszczerbku dla estetyki.
- Obróbka mikrokompleksowa: Połączenie mikrospawania laserowego (spoiny o średnicy 20 μm) z 5-osiowym frezowaniem CNC w celu zintegrowanej produkcji ultra-skomplikowanych mechanizmów zegarków.
- Weryfikacja cyfrowego bliźniaka: Wirtualna symulacja łańcuchów tolerancji montażu przewiduje błędy fizyczne, skracając cykle prototypowania o 60% i usprawniając produkcję.
- Inteligentna integracja z fabryką: Maszyny CNC połączone z systemami MES i ERP za pośrednictwem umati i OPC UA umożliwiają monitorowanie produkcji w czasie rzeczywistym, kontrolę jakości i optymalizację procesów - tworząc w pełni połączone przepływy pracy w produkcji zegarków.
Współpraca z HLW w zakresie precyzyjnej obróbki CNC części zegarków
HLW jest wiodącym dostawcą rozwiązań w zakresie obróbki CNC dla przemysłu zegarmistrzowskiego i zegarków, z wieloletnim doświadczeniem w produkcji precyzyjnej w zakresie mikronów i submikronów. Nasza gama frezarek CNC, szwajcarskich tokarek i 5-osiowych centrów obróbczych została zaprojektowana tak, aby sprostać wyjątkowym wymaganiom komponentów zegarmistrzowskich - od małych kół zębatych i płyt głównych po niestandardowe koperty zegarków i bransoletki. Oferujemy:
- Niestandardowe oprzyrządowanie, uchwyty do przedmiotów obrabianych i zaciski do projektów zegarków na zamówienie.
- Obróbka wszystkich materiałów zegarmistrzowskich (mosiądz, złoto, tytan, 316L stal nierdzewna, ceramiczne).
- Rygorystyczna kontrola CMM i wizualna kontrola jakości każdej części.
- Dostępne stacjonarne rozwiązania CNC dla małych warsztatów i wielkoskalowych systemów produkcyjnych dla luksusowych marek zegarków.
- Kompleksowe wsparcie od projektu CAD do końcowej obróbki i wykończenia.
Niezależnie od tego, czy jesteś niestandardowym producentem zegarków prototypującym pojedynczy mechanizm, czy luksusową marką produkującą precyzyjne części na dużą skalę, technologia obróbki CNC HLW zapewnia bezkompromisową precyzję, której wymaga zegarmistrzostwo.
Skontaktuj się z HLW już dziś
Telefon: +86 18664342076
E-mail: info@helanwangsf.com
Odkryj, w jaki sposób nasze rozwiązania w zakresie obróbki CNC mogą podnieść produkcję części do zegarków i zegarów na wyższy poziom precyzji i innowacyjności.