Conselhos para a maquinagem CNC de aço inoxidável: Guia profissional para superar os desafios e aumentar a qualidade
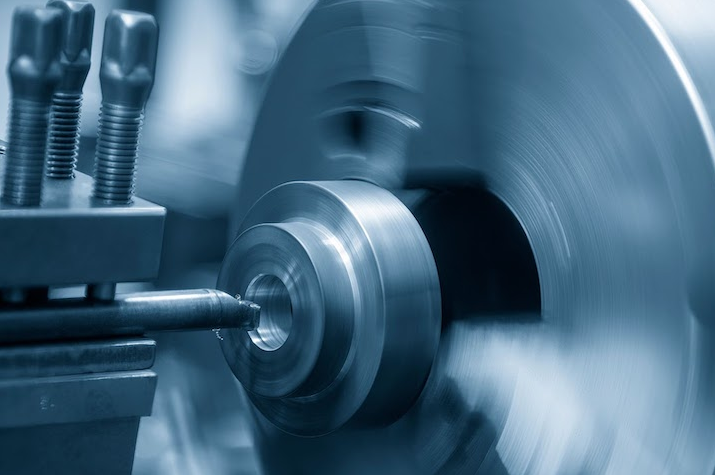
O aço inoxidável é um dos materiais mais utilizados na maquinagem CNC, valorizado pela sua excecional resistência à corrosão, elevada resistência, durabilidade e propriedades higiénicas. Serve indústrias como a automóvel, aeroespacial, A usinagem CNC de aço inoxidável é um processo que envolve desde a usinagem de produtos químicos, médicos, até o processamento de alimentos, com classes comuns incluindo 304, 316, 316L, 17-4 PH, série 400 e ligas duplex. No entanto, a maquinação CNC de aço inoxidável apresenta dificuldades distintas: forte endurecimento por trabalho, baixa condutividade térmica, forças de corte elevadas, desgaste rápido da ferramenta e aparas fibrosas difíceis de controlar. Este guia compila as melhores práticas comprovadas para ajudá-lo a usinar o aço inoxidável sem problemas, aumentar a vida útil da ferramenta, melhorar a precisão e reduzir os custos de produção.

Principais desafios na maquinagem CNC de aço inoxidável
Antes de mergulhar nas sugestões, compreender os principais pontos problemáticos ajuda-o a aplicar soluções de forma mais eficaz:
- Endurecimento do trabalho: O aço inoxidável torna-se rapidamente mais duro durante o corte, aumentando a resistência ao corte e desgastando rapidamente as ferramentas.
- Acumulação de calor: A fraca condutividade térmica retém o calor na aresta de corte, causando falhas na ferramenta e erros dimensionais.
- Desgaste da ferramenta: A elevada dureza e abrasão aceleram o desgaste do flanco, o desgaste da cratera e a aresta postiça (BUE).
- Problemas com chips: O aço inoxidável dúctil forma limalhas longas e emaranhadas que riscam as superfícies e entopem as máquinas.
- Vibração e vibração: A falta de rigidez leva a um mau acabamento superficial e a desvios de tolerância.
1. Escolher o tipo de aço inoxidável correto para maquinagem
A seleção de um grau maquinável reduz a dificuldade inicial:
- Mais fácil de maquinar: Aço inoxidável 416 (série 400 ferrítico/martensítico).
- Mais comuns: 304 (austenítico, uso geral) e 316/316L (maior resistência à corrosão, menor maquinabilidade).
- Alta resistência: 17-4 PH (endurecimento por precipitação) para peças aeroespaciais e marítimas.
- Económica: Aço inoxidável ferrítico 409 (custo mais baixo).
2. Seleção Óptima de Ferramentas para Maquinação CNC de Aço Inoxidável
A escolha da ferramenta afecta diretamente a vida útil da ferramenta, o acabamento da superfície e a eficiência:

Material da ferramenta
- Carboneto sólido / carboneto de grão ultrafino: Melhor equilíbrio entre dureza e tenacidade; ideal para a maioria dos tipos de aço inoxidável.
- Carboneto revestido: Os revestimentos TiAlN, AlCrN, TiCN aumentam a resistência ao calor e ao desgaste.
- Aço de alta velocidade (HSS): Acessível, mas apenas para cortes ligeiros e a baixa velocidade; vida útil da ferramenta mais curta.
- Cerâmica: Para o acabamento a alta velocidade do 316L; evitar o desbaste devido à fragilidade.
Geometria da ferramenta
- Ângulo de inclinação positivo (8-12°): Reduz as forças de corte e o endurecimento por trabalho.
- Arestas de corte afiadas: Minimizar a aderência do material e a formação de manchas.
- Bordo ligeiramente amaciado: Evita que se lasquem mantendo a nitidez.
- Contagem de flautas: 4 canais para ranhuras (melhor evacuação das aparas); 5-7 canais para acabamento e percursos de ferramentas HEM.
3. Otimizar os parâmetros de corte (velocidades, avanços, profundidades)
Parâmetros corretos evitam o endurecimento do trabalho e o sobreaquecimento:
Parâmetros de fresagem
- Aço inoxidável 304: 100-200 SFM, 0,005-0,008 in/dente de avanço.
- Aço inoxidável 316/316L: 90-180 SFM, 0.004-0.007 in/dente de avanço.
- Aço inoxidável 17-4 PH: 80-160 SFM, 0,003-0,006 in/dente de avanço.
- Profundidade de corte: Desbaste 0,5-2,0 mm; acabamento 0,2-0,5 mm.
- Utilização de ferramentas: 30-40% do diâmetro da ferramenta para evitar sobrecargas.
Parâmetros de viragem
- Desbaste: 80-120 m/min, 0,2-0,3 mm/rev, 1,5-3,0 mm de profundidade.
- Acabamento: 120-150 m/min, 0,05-0,15 mm/rev, 0,2-0,5 mm de profundidade.
Torneamento de fios
- Velocidade de corte: 80-150 m/min; corte progressivo em camadas.
- Alimentação: Igual ao passo da rosca; margem de acabamento 0,05-0,1 mm.
Regra geral: Menor velocidade + maior avanço para reduzir o calor e o endurecimento do trabalho.

4. Configuração rígida e controlo de vibrações
A estabilidade é fundamental para a precisão e a vida útil da ferramenta:
- Utilizar máquinas rígidas, com pouca saliência da ferramenta e porta-ferramentas robustos.
- Apertar as fixações e os suportes de trabalho para eliminar o movimento.
- Reduzir a excentricidade do fuso e assegurar a estabilidade da base da máquina.
- Selecionar a subida fresagem em relação à fresagem convencional para reduzir os riscos de endurecimento.
5. Estratégias eficazes de refrigeração e lubrificação
O líquido de refrigeração resolve problemas de calor, fricção, aparas e endurecimento por trabalho:
- Tipo de líquido de refrigeração: Semi-sintético, óleo solúvel ou óleo puro para cortes pesados.
- Concentração: 6-8% para a maioria das operações.
- Entrega: Arrefecimento por inundação + líquido de arrefecimento de alta pressão através da ferramenta (800-1000 PSI) para furos profundos e bolsas.
- Benefícios: Reduz o calor, lava as aparas, evita BUE, prolonga a vida útil da ferramenta em 40-60%.
6. Evacuação e controlo das aparas
Um mau manuseamento das aparas provoca riscos e a quebra da ferramenta:
- Utilizar ferramentas geométricas de quebra-cavacos e quebra-cavacos helicoidais.
- Aplicar líquido de arrefecimento a alta pressão para partir e lavar as aparas.
- Utilizar a perfuração a pique para furos profundos para limpar as aparas periodicamente.
- Evitar que as aparas longas e fibrosas se enrolem em torno de ferramentas ou peças.
7. Reduzir o desgaste da ferramenta e prolongar a sua vida útil
Prolongar a vida útil da ferramenta para reduzir os custos:
- Utilizar ferramentas afiadas; substituir aos primeiros sinais de desgaste (desgaste do flanco ≤0,3 mm).
- Monitorizar regularmente o estado das ferramentas; adotar mudanças preventivas das ferramentas.
- Utilizar a fresagem trocoidal e a fresagem dinâmica para reduzir a carga da ferramenta.
- Manter parâmetros de corte consistentes e um arrefecimento estável.
8. Garantir a precisão e o acabamento da superfície
Cumprir as tolerâncias apertadas e a qualidade de superfície desejada:
- Calibrar regularmente as máquinas e verificar a folga dos eixos.
- Utilizar passagens de acabamento ligeiras com maior velocidade e menor avanço.
- Controlar a temperatura da oficina para reduzir a expansão térmica.
- Pós-processo: rebarbação, retificação, electropolimento para melhorar o acabamento e a resistência à corrosão.
9. Evitar defeitos comuns na maquinagem CNC em aço inoxidável
Corrigir defeitos de forma pró-ativa:
- Borda construída: Aumentar a velocidade e utilizar líquido de refrigeração.
- Marcas de tagarelice: Melhorar a rigidez e otimizar os parâmetros.
- Rebarbas: Utilizar ferramentas afiadas e ângulos de entrada/saída optimizados.
- Erros dimensionais: Controlar o calor e monitorizar o desgaste da ferramenta.
- Manchas: Melhorar a lubrificação e o revestimento das ferramentas.
10. Otimização de custos para maquinação CNC de aço inoxidável
Custos mais baixos sem perder qualidade:
- Otimizar a colocação de material para reduzir o desperdício até 25%.
- Normalizar as ferramentas e reduzir a variedade do inventário.
- Prolonga a vida útil da ferramenta para reduzir a frequência de substituição.
- Utilize CAM avançado para percursos de ferramenta eficientes e tempos de ciclo mais curtos.
Por que escolher a HLW para sua usinagem CNC de aço inoxidável?
A HLW é um fornecedor de confiança de serviços profissionais de maquinagem CNC para peças de aço inoxidável, com uma vasta experiência em fresagem, viragem, A nossa empresa produz peças de alta precisão, perfuração, roscagem e acabamento de precisão de 304, 316, 316L, 17-4 PH e outros tipos. Aplicamos as melhores práticas acima referidas para fornecer peças de alta precisão e qualidade estável com uma produção eficiente e soluções económicas para aplicações médicas, aeroespaciais, automóveis e industriais.
Para projectos de maquinagem CNC em aço inoxidável personalizados ou questões, contacte a HLW hoje mesmo:
- Telefone: +86 18664342076
- Correio eletrónico: info@helanwangsf.com