सीएनसी मशीनिंग स्टेनलेस स्टीलक पैरामीटर: पूर्ण विशेषज्ञ मार्गदर्शिका
परिचय
स्टेनलेस स्टील एयरोस्पेस, ऑटोमोटिव, चिकित्सा, खाद्य प्रसंस्करण आ समुद्री उद्योगसभ मे सर्वाधिक प्रयुक्त इंजीनियरिंग सामग्रीसभ मे सँ एक मानल जाइत अछि, जे अपन असाधारण जंग प्रतिरोध, यांत्रिक मजबूती आ टिकाउपनक लेल प्रशंसित अछि। तथापि, सीएनसी मशीनिंग स्टेनलेस स्टील अनन्य चुनौतीसभ प्रस्तुत करैत अछि—जकरा में गंभीर वर्क हार्डनिंग, तीव्र उपकरण घिसाव, खराब ताप निकासी, आ कठिन चिप नियंत्रण शामिल अछि—जे सटीक बनबय में बाधा उत्पन्न करैत अछि। स्टेनलेस स्टीलक सीएनसी मशीनिंगक लेल पैरामीटर निरंतर गुणवत्ता, उपकरणक दीर्घायु आ लागत-कुशल उत्पादन लेल अत्यावश्यक।.

HLW में, हम दशकौं के मशीनिंग विशेषज्ञता, डेटा-आधारित पैरामीटर ट्यूनिंग आ उन्नत CNC उपकरण के संयोजन सँ सटीक स्टेनलेस स्टील घटक प्रदान करैत छी, जे कस टॉलरेंस आ उत्कृष्ट सतही फिनिश संग होइत अछि। ई व्यापक मार्गदर्शिका सामग्री ग्रेड सँ ल' क' फिनिशिंग ऑपरेशन धरि स्टेनलेस स्टील CNC मशीनिंग में महारत हासिल करबाक लेल प्रत्येक महत्वपूर्ण पैरामीटर, टूलिंग विकल्प, कूलिंग रणनीति आ सर्वोत्तम अभ्यास के विस्तार सँ वर्णन करैत अछि।.
1. स्टेनलेस स्टीलक मुख्य गुणधर्म जे मशीनिंग पैरामीटर पर प्रभाव पारैत अछि
स्टेनलेस स्टीलक पदार्थीय गुणधर्म प्रत्यक्ष रूप सँ उत्तम कटिंग पैरामीटर, उपकरण चयन आ मशीनिंग रणनीति सभकेँ परिभाषित करैत अछि। सभ ग्रेडमे जंग प्रतिरोधक लेल न्यूनतम 10.5% क्रोमियम रहैत अछि, जे पाँचटा मुख्य श्रेणीमे विभाजित अछि:
1.1 ऑस्टेनिटिक स्टेनलेस स्टील (304, 316, 303)
- गैर-चुंबकीय, उत्कृष्ट जंग आ गर्मी प्रतिरोध
- सब सँ बेसी कार्य-कठोरकरण दर, कम ऊष्मा चालकता
- सामान्य औद्योगिक, खाद्य, चिकित्सा आ एयरोस्पेस भागसभक लेल सर्वाधिक सामान्य।
1.2 फेराइटिक स्टेनलेस स्टील (430, 446)
- चुंबकीय, ऑस्टेनिटिक सँ कम संक्षारण प्रतिरोध
- बेहतर मशीनेबिलिटी, न्यूनतम कार्य कठोरता
- ऑटोमोबाइल पार्ट्स आ रसोई उपकरण सभक लेल उपयोग कएल जाइत अछि
1.3 मार्टेन्साइटिक स्टेनलेस स्टील (416, 420, 440)
- चुंबकीय, मध्यम संक्षारण प्रतिरोध
- उच्च कठोरता लेल ताप-उपचार योग्य
- छुरी, शल्यचिकित्सा उपकरण आ हाथक औजार सभक लेल आदर्श
1.4 वर्षा-कठोरित (PH) स्टेनलेस स्टील (17-4 PH, 15-5 PH)
- सभसँ बेसी मजबूती, ताप-उपचार योग्य, उत्कृष्ट संक्षारण प्रतिरोध
- महत्वपूर्ण एयरोस्पेस घटक सभक लेल प्रयुक्त
- संरक्षणात्मक मशीनिंग पैरामीटरक आवश्यकता अछि।
१.५ डुप्लेक्स स्टेनलेस स्टील (२२०५, २३०४, २५०७)
- ऑस्टेनाइटिक आ फेराइटिक गुणक मिश्रण, अत्यधिक कठोरता
- जल उपचार, दबाव पात्र आ अपतटीय उपकरण में लागू

२. सीएनसी मशीनिंग द्वारा स्टेनलेस स्टील काटबाक मूल पैरामीटर
के सटीक समायोजन काटबाक गति, फीड दर, काटबाक गहिराई, आ स्टेप-ओवर सफल स्टेनलेस स्टील मशीनिंगक आधार अछि। नीचाँ उद्योगमे प्रमाणित पैरामीटरसभ देल गेल अछि जे सभसँ सामान्य ग्रेडसभक लेल अछि।.
२.१ कटिंग गति (वीसी / एसएफएम)
कटिंग गति ताप उत्पादन, कार्य कठोरता आ उपकरण आयु केँ संतुलित करैत अछि।.
- ३०३ स्टेनलेस स्टील: 100–150 मी/मिनट (328–492 SFM)
- ३०४ स्टेनलेस स्टील: ८०–१२० मी/मिनट (२६२–३९४ एसएफएम)
- 316 स्टेनलेस स्टील: ७०–११० मीटर प्रति मिनट (२३०–३६१ वर्ग फुट प्रति मिनट)
- 17-4 पीएच स्टेनलेस स्टील: ८०–१६० मी/मिनट (२६२–५२५ एसएफएम)
अनुभवाधारित नियमभारी कटौती वा कम कठोरता सेटअपमे तापीय क्षति आ कार्य कठोरता सँ बचबाक लेल गति 15–20% सँ घटा दिअ।.
2.2 दाँत प्रति चारा (fz)
खान दर चिप निर्माण, सतह फिनिश आ काटन बल सभकेँ नियंत्रित करैत अछि।.
- रफिंग: 0.12–0.15 मिमी/दाँत
- समापन: 0.08–0.10 मिमी/दाँत
- पतला-दीवार / उच्च-मजबूती ग्रेड: 0.05–0.08 मिमी/दाँत
घर्षण आ तीव्र कार्य-कठोरता उत्पन्न करय बला कम फीड सभ सँ बचू।.
२.३ काटबाक गहिराई (DOC)
कुशलता आ स्थिरता के अधिकतम करबाक लेल रफिंग आ फिनिशिंग के अलग करू।.
- रफिंग: 1.5–4 मिमी (टूल व्यास आ कठोरता अनुसार समायोजित करू)
- परिष्करण: आयामी शुद्धता लेल 0.1–0.5 मिमी
- गहिरा गुहा: क्रमिक DOC कमी संग परतदार कटौती
२.४ स्टेप-ओवर
- स्थिर कटिंग लेल उपकरण व्यास के 30–40%
- अत्यधिक उपकरण संलग्नता आ कम्पन सँ रोकैत अछि
३. स्टेनलेस स्टील सीएनसी मशीनिंग लेल उपकरण चयन आ ज्यामिति
सही उपकरण चटर दूर करैत अछि, घिसावट कम करैत अछि आ चिप निकासी में सुधार करैत अछि।.
३.१ उपकरण सामग्री
- ठोस कार्बाइड उपकरण (10–12% कोबाल्ट सामग्री): उत्पादन मशीनिंग लेल प्राथमिकता, ताप-प्रतिरोधी, HSS सँ 2–3 गुणा लंबा उपकरण आयु।
- आवरणयुक्त कार्बाइडउच्च तापमान पर घिसाव प्रतिरोधक लेल TiAlN, AlTiN, TiCN कोटिंग्स
- एचएसएस-को उपकरण: कम गति आ कम मात्रा वला संचालन लेल
3.2 संचालन अनुसार बाँसुरी गणना
- रफिंग: ४–५ फ्लूट एंड मिल (५-फ्लूट सँ उच्च फीड दर)
- स्लॉटिंग: ४ फ्लूट उपकरण (बेसी नीक चिप निकासी)
- समापन: ५–१४ फ्लूट, चिक्कन सतहक लेल हेलिक्स कोण >४०°
- एचईएम (उच्च दक्षता मिलिंग): ५–७ बाँसुरी चिपब्रेकर रफर्स
३.३ महत्वपूर्ण उपकरण ज्यामिति
- सकारात्मक रेक कोण: काटबाक बल घटेबाक लेल 10–20°
- घर्षण कम करबाक लेल राहत कोण: ८–१२°
- नाक त्रिज्या: 0.2–0.4 मिमी (फिनिशिंग), 0.8–1.2 मिमी (रफिंग)
- चिपब्रेकर ज्यामिति: लंबा-लंबा, धागा-जकाँ चिप्सकेँ समाप्त करैत अछि।
३.४ औजार धारण
- न्यूनतम रनआउट लेल हाइड्रोलिक/हीट-श्रिंक टूल होल्डर
- विकृति रोकबाक लेल औजारक छोट ओवरहैंग
- पतला-दीवार भागसभक लेल कठोर कार्यधारण
४. शीतलन आ स्नेहन पैरामीटर
स्टेनलेस स्टील 70–80% काटबाक ताप धारण करैत अछि, जे प्रभावी शीतलन केँ अतिआवश्यक बना दैत अछि।.
४.१ शीतलक प्रकार
- अर्ध-सिंथेटिक / सिंथेटिक कूलेंट्स: उच्च ऊष्मा उत्सर्जन, उच्च-गति मशीनिंग लेल आदर्श
- पानी में घुलनशील तेलभारी कटिंग लेल 8–15% केर एकाग्रता
- सीधा तेल: कम गति संचालनक लेल अधिकतम चिकनाई
४.२ शीतलक वितरण पैरामीटर
- दबाव: 70–100 बार (उच्च दबाव ड्रिलिंग/गहिरी गुहा सभक लेल)
- प्रवाह दर: 15–20 लीटर प्रति मिनट
- समाधान: 8–12%
- पीएच स्तर: ८.५–९.५
- थ्रू-टूल कूलेंट: गहिरा छेद मशीनिंग लेल वरीय
४.३ शीतलन विधि
- फ्लड कूलिंग: सामान्य मिलिंग / टर्निंग
- उच्च-दबावक शीतलक: ड्रिलिंग, टैपिंग, कठोर मिश्रधातु
- MQL (न्यूनतम मात्रा स्नेहन): चयनित संचालनक लेल स्वच्छ आ पर्यावरण-मैत्री
५. स्टेनलेस स्टीलक लेल CNC टूलपाथ रणनीति
अनुकूलित टूलपाथ काज कठोरता, कम्पन आ उपकरणक भार घटबैत अछि।.
५.१ क्लाइम्ब मिलिंग बनाम पारंपरिक मिलिंग
- क्लाइम्ब मिलिंगस्टेनलेस स्टीलक लेल पूर्वनिर्धारित—कम बल, कम घर्षण, कम काज-कठोरता
- पारंपरिक मिलिंग: केवल किनारा-महत्वपूर्ण अनुप्रयोग सभक लेल
५.२ उन्नत टूलपाथ
- ट्रोकॉइडल / साइक्लोइडल मिलिंग: निरन्तर चिप लोड, उच्च-मजबूती ग्रेड सभक लेल आदर्श
- वक्र / सर्पिल प्रवेशउपकरणक ठोकर आ चिपिंग सँ बचैत अछि
- स्पर्श रेखा सँ निकास: तैयार सतह पर डवेल मार्कसभकेँ हटबैत अछि

६. सामान्य स्टेनलेस स्टील मशीनिंग संचालनक लेल पैरामीटर
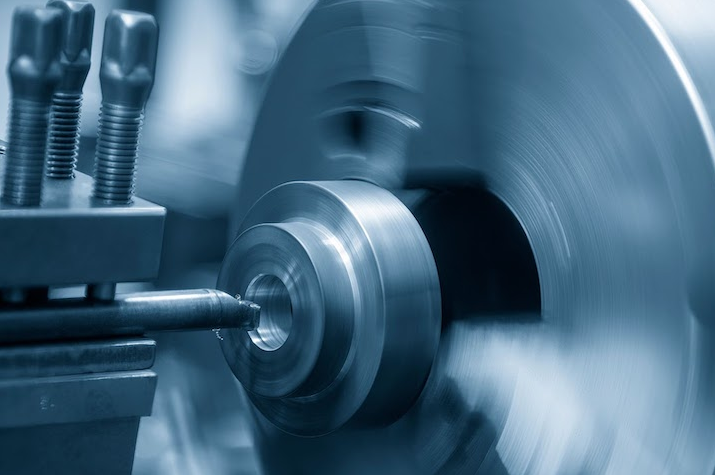
6.1 सीएनसी टर्निंग
- कटबाक गति: 120–180 मीटर प्रति मिनट
- आहार दर: 0.1–0.3 मिमी/परिक्रमण
- काटबाक गहिराई: 1.5–3 मिमी (रफिंग), 0.5–1 मिमी (फिनिशिंग)
- कटबाक बल घटेबाक लेल सकारात्मक रेक इन्सर्ट्स
6.2 सीएनसी मिलिंग
- काटबाक गति: 90–110 मीटर प्रति मिनट (304)
- प्रति दाँत फीड: 0.05–0.15 मिमी
- कम्पन घटेबाक लेल परिवर्तनीय पिचवाला एंड मिल सभक उपयोग करू।
६.३ ड्रिलिंग आ टैपिंग
- कटबाक गति: ५०–७० मीटर प्रति मिनट
- तीन गुणा व्यास सँ पैघ छेदक लेल पेक ड्रिलिंग
- टूटन सँ बचबाक लेल थ्रेड-फॉर्मिंग टैप
- उच्च-दबाव आंतरिक शीतलक
६.४ पिसन आ पॉलिश करब
- घर्षण चक्का: एल्युमिनियम ऑक्साइड / सीबीएन
- सतह खुरदरापन: Ra 0.4–0.8 μm (मानक), Ra ≤0.2 μm (उच्च-सटीकता)
- दर्पण पॉलिशिंग: Ra ≤0.05 μm
७. स्टेनलेस स्टील मशीनिंग में वर्क हार्डनिंग केना रोकब
ऑस्टेनिटिक स्टेनलेस स्टील मशीनिंग में वर्क हार्डनिंग सबसँ पैघ चुनौती अछि। एहि मापदंड सभक पालन करू:
- रखरखाव करू निरंतर आहार दर (हल्का रगड़ सँ कट सभ सँ बचू)
- उपयोग करू तीक्ष्ण औजार सकारात्मक रेक ज्यामिति सहित
- कटबाक गति केँ अनुकूल सीमा में बनल राखू।
- ताप कम करबाक लेल उच्च-दबावक शीतलक लगाउ।
- क्लाइम्ब मिलिंग आ निरन्तर कटिंग पथक उपयोग करू।
- उपकरणक ठहराव समय न्यूनतम करू
८. गुणवत्ता नियंत्रण आ सटीकता मापदण्ड
HLW कड़ा सहनशीलता सभ केँ तक बनौने रखैत अछि। ±0.01 मिमी एहि नियंत्रणसभसँ युक्त स्टेनलेस स्टीलक घटकसभक लेल:
- प्रक्रियाधीन निरीक्षण प्रत्येक 10 भाग पर
- CMM सँ 100% के अंतिम निरीक्षण
- सतह खुरदरापन परीक्षण (Ra)
- वास्तविक समय में उपकरण घिसावट निगरानी
- कार्यशाला तापमान नियंत्रण: 20°C ±1°C
९. स्टेनलेस स्टील मशीनिंग लेल लागत अनुकूलन पैरामीटर
एहि प्रमाणित रणनीतिसभक संग गुणवत्ता आ दक्षता केँ संतुलित करू:
- कटिंग पैरामीटर सभ केँ अनुकूलित कऽ कऽ टूल जीवन 20–30% धरि बढ़ेबा।
- सेटअप समय घटेबाक लेल बहु-कार्यात्मक उपकरणक उपयोग करू।
- सामग्रीक बर्बादी कम करबाक लेल घोंसला के भाग सभ
- लीन मैन्युफैक्चरिंग आ OEE निगरानी लागू करू
- पूर्वानुमानित उपकरण परिवर्तन अनुसूची

निष्कर्ष आ कार्रवाई लेल आह्वान
मास्टरिङ स्टेनलेस स्टीलक सीएनसी मशीनिंगक लेल पैरामीटर ई उपकरण घिसावट दूर करबाक, अपशिष्ट कम करबाक आ वैश्विक उद्योग मानक पूरा करनिहार उच्च-सटीक घटक उत्पादन करबाक कुंजी अछि। HLW में, हम अहाँक स्टेनलेस स्टील ग्रेड, भागक ज्यामिति आ अनुप्रयोग आवश्यकताक आधार पर कटिंग गति, टूलिंग, कूलिंग आ टूलपाथ सभक प्रत्येक पैरामीटर केँ अनुकूलित करैत छी।.
चाहे अहाँकेँ एयरोस्पेस, चिकित्सा, खाद्य प्रसंस्करण वा समुद्री उपयोग लेल सटीक पुर्जा चाही, हमर विशेषज्ञ टीम निरंतर गुणवत्ता, समय पर वितरण आ लागत-कुशल समाधान प्रदान करैत अछि।. आजिए HLW सँ संपर्क करू अपन स्टेनलेस स्टील CNC मशीनिंग परियोजना पर चर्चा करबाक, नि:शुल्क कोटेशन प्राप्त करबाक, वा अपन घटक सभक लेल अनुकूलित पैरामीटर अनुकूलनक अनुरोध करबाक।.
📞 फोन: +86 18664342076
📧 ईमेल: info@helanwangsf.com
🌐 HLW – सटीक स्टेनलेस स्टील CNC मशीनिंग लेल अहाँक भरोसेमंद साझेदार