Baparametele mpo na kobongisa ebende oyo ekangaka nguba na masini ya CNC: Buku mobimba ya mayele mpo na bato ya mayele.
Ebandeli
Acier inoxydable ezali moko ya biloko ya ingénierie oyo basalelaka mingi koleka na ba secteurs ya industrie ya mpepo mpe ya likolo, ya mituka, ya monganga, ya kobongisa bilei, mpe ya mai, mpo na makasi na yango ya kokanga nguba, ya mekaniki, mpe ya kowumela. Kasi, Kobongisa ebende oyo ekangaka nguba na masini ya CNC ezali na mikakatano ya ndenge na yango moko—lokola kokangama ya mosala makasi, kobeba noki ya bisaleli, kobimisa molunge malamu te, mpe kokamba biteni ya ebende na mpasi—ekomisaka kosala na bosikisiki Baparametele mpo na kobongisa ebende oyo ekangaka nguba na masini ya CNC. Ezali likambo ya ntina mingi mpo na kozala na qualité ya malamu ntango nyonso, mpo bisaleli ewumela, mpe mpo mosala ya kobimisa biloko ezala na ntalo malamu.

Na HLW, tosangisaka boyebi ya bambula ebele na mosala ya masini, bobongisi ya ba paramètres oyo etambwisami na ba données, mpe bisaleli ya CNC ya sika mpo na kobimisa biteni ya sikisiki ya acier inoxydable na bokeseni ya moke mpenza mpe na bokabwani ya likolo ya kitoko. Buku oyo ya malako ya mobimba elimbolaka paramètre moko na moko ya ntina, boponi ya bisaleli, lolenge ya kopɛlisa malili, mpe lolenge ya malamu koleka mpo na koyeba malamu mosala ya masini ya CNC na acier inoxydable, kobanda na mitindo ya biloko kino na misala ya suka.
1. Bizaleli ya ntina ya Inoxi oyo etali ndenge ya kosala yango na masini
Bizaleli ya matériel ya inoxyydable nde etalisaka mbala moko ba paramètres ya malamu koleka mpo na kokata, boponi ya bisaleli, mpe mayele ya mosala ya masini. Ba grades nionso ezalaka na minimum ya chromium 10.5% mpo na kobatela yango na ngura, mpe ezali na bituluku mitano ya moboko:
1.1 Ebende inoxydable austénitique (304, 316, 303)
- Ezali na magnétisme te, ekangaka ngura mpe moto malamu mpenza.
- Vitesse ya likolo ya kokómisa mosala makasi, konduktivite ya molunge ya moke
- Esalelamaka mingi mpenza mpo na biteni ya industrie na monene, ya bilei, ya monganga, mpe ya makambo ya likolo.
1.2 Inox ya ferritique (430, 446)
- Ya makasi, ekangaka nguba moke koleka oyo ya austenitike.
- Kopasuka malamu koleka, kokalema moke na mosala
- Esalelamaka mpo na biteni ya mituka mpe biloko ya kuku.
1.3 Ebende inoxydable martensitique (416, 420, 440)
- Magnétique, bokangami ya kati-kati na ngura
- Ekoki kokangama na moto mpo na kokoma makasi mingi.
- Ebongi mpenza mpo na mbeli, bisaleli ya lipaso, mpe bisaleli ya maboko.
1.4 Inoxi oyo ekómaka makasi na kobakisa biloko mosusu (PH) (17‑4 PH, 15‑5 PH)
- Makasi koleka, ekoki kokangama na moto, ekangaka ngura malamu mpenza.
- Esalelamaka mpo na biteni ya ntina mingi ya ba engins ya likolo.
- Esɛngaka ba paramètres ya prudence mpo na usinage.
1.5 Duplex ya Inox (2205, 2304, 2507)
- Kosangana ya bizaleli ya austenitike na ya feritike, makasi koleka ndelo.
- Esalelamaka na bopetoli ya mai, na ba récipients ya pression, mpe na bisaleli ya libongo.

2. Baparamɛtrɛ ya moboko mpo na kokata Inɔki na masini ya CNC
Bobongisi ya sikisiki ya Vitesse ya kokata, Vitesse ya avancement, Bozindo ya kokata, mpe step-over ezali moboko ya bolongi ya mosala ya machine ya acier inoxydable. Awa na nse ezali ba paramètres oyo endimami na industrie mpo na ba grades oyo emonanaka mingi.
2.1 Vitesse ya kokata (Vc / SFM)
Vitesse ya kokata ebongisaka bokeli ya molunge, bokangi ya mosala, mpe bomoi ya esaleli.
- 303 Inox: 100–150 m/min (328–492 SFM)
- Ebende ya pɛto 304: 80–120 m/min (262–394 SFM)
- Ebende ya inox 316: 70–110 m/min (230–361 SFM)
- Acier inoxydable 17-4 PH: 80–160 m/min (262–525 SFM)
Mobeko ya misapiKitisa lombangu na 15–20% mpo na kokata ya kilo to na bisaleli ya makasi moke, mpo na kopekisa kobeba mpo na molunge mpe kokoma makasi ya mosala.
2.2 Bilei na lino (fz)
Vitesse ya kopesa bilei nde ekambaka ndenge biteni ya puce esalemaka, bonete ya likolo na yango, mpe makasi ya kokata.
- Roughing: 0.12–0.15 mm/na lino moko
- Finition: 0.08–0.10 mm/na lino moko
- Biténi ya bifelo bya moke mpe ya makasi mingi: 0.05–0.08 mm/na lino
Boya kosalela ba feeds ya moke oyo epesaka nzela na kokanana mpe na kokangama ya mosala na lombango.
2.3 Bozindo ya kokata (DOC)
Kabolá misala ya kobimisa liboso mpe ya kosilisa mpo na kobakisa bokasi mpe bokengi.
- Roughing: 1.5–4 mm (bongisa kolanda diamɛtrɛ mpe bokasi ya esaleli)
- Finition: 0.1–0.5 mm mpo na bosikisiki ya bilekeli
- Madusu ya mozindo: Kokata na biteni-biteni na bokitisi ya malembe ya DOC
2.4 Koleka likolo
- 30–40% ya diamɛtrɛ ya esaleli mpo na kokata ya stable
- Epekisaka kokangama ya ebele ya esaleli mpe koningana.
3. Boponi ya bisaleli & Géométrie mpo na usinage ya CNC ya acier inoxydable
Esaleli ya malamu elongolaka koningana, ekitisaka kopasuka, mpe esalisaka malamu mpo na kobimisa biteni ya ebende.
3.1 Materio ya esaleli
- Bisaleli ya carbure ya makasi (10–12% kobale): Baponaka yango mingi mpo na misala ya kobimisa biloko, ekangaka moto makasi, bomoi na yango eleki ya HSS mbala 2–3.
- Carbure oyo bapakoliBa revêtements ya TiAlN, AlTiN, TiCN mpo na koyika mpiko na usure na molunge makasi
- Bisaleli ya HSS-CoMpo na misala ya mbangu moke mpe ya ebele moke
3.2 Motango ya ba flûte kolanda mosala
- Kobanda kosala: Ba fraises ya flute 4–5 (vitesse ya alimentation ya likolo na flute 5)
- Kotya na esika: Bisaleli ya flute 4 (mpo na kobimisa mbuma malamu koleka)
- Kosilisa: ba flûtes 5–14, angle ya helix >40° mpo na ba surfaces ya pɛtɛɛ
- HEM (Kokata na efficacité ya likolo): Ba râpe ya 5–7 ya flute ya chipbreaker
3.3 Géométrie critique ya esaleli
- Angle ya rake ya positif: 10–20° mpo na kokitisa makasi ya kokata
- Angle ya relief: 8–12° mpo na kokitisa frotement
- Rayon ya zolo: 0.2–0.4 mm (kosilisa), 0.8–1.2 mm (kobimisa)
- Forme ya chipbreaker: Elongolaka biteni ya milayi mpe ya konyatana.
3.4 Kosimba bisaleli
- Bisimbeli ya bisaleli ya hydraulique / ya kokangisa na molunge mpo na kobima moke mpenza.
- Kopesa esaleli molai te na ngambo moko mpo ekobeba te.
- Esimbeli ya makasi mpo na biteni ya bifelo bya pɛtɛpɛtɛ
4. Baparamɛtrɛ ya kokitisa molunge mpe ya kopakola mafuta
Acier inoxydable ebombaka 70–80% ya molunge ya kokata, yango esali ete kopɛlisa yango malamu ezala na ntina mingi.
4.1 Lolenge ya mayi ya malili
- Ba liquides de refroidissement semi-synthétiques / synthétiquesKobimisa molunge makasi, malamu mpenza mpo na misala ya masini ya mbangu.
- Ba mafuta oyo enyangwanaka na mai: Concentration ya 8–15% mpo na kokata biloko ya kilo
- Ba huiles droitesKopakola mafuta makasi koleka mpo na misala ya mbangu moke.
4.2 Paramɛtrɛ ya bokaboli ya mayi ya malili
- Pression: 70–100 bar (pression ya makasi mpo na kotobola / mabulu ya mozindo)
- Vitesse ya kotanga: 15–20 L/min
- Bokatikati: 8–12%
- Niveau ya pH: 8.5–9.5
- Mayi ya malili ya kati ya esaleli: Ebetelami mingi mpo na kotobola mabulu ya mozindo.
4.3 Mitindo ya kokómisa malili
- Kopɛlisa na mayi: Kobɛta mpe kobalusa ya monene
- Mayi ya malili ya pression makasi: Kotobola, ko-aléser, alliages ya makasi
- MQL (Bopakoli mafuta na motango ya moke koleka): Pɛto, ebebisaka te biloko ya mokili mpo na misala mosusu ya kopona.
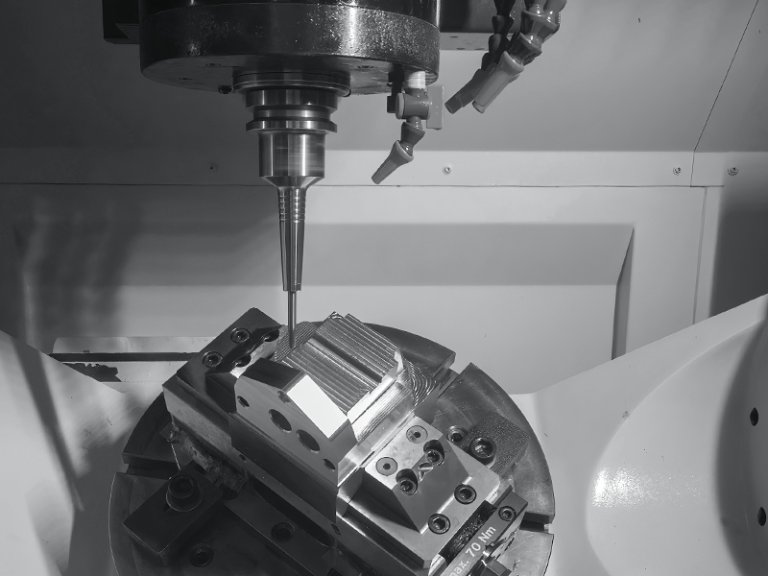
5. Mayele ya nzela ya esaleli ya CNC mpo na ebende oyo ekangaka nguba te
Nzela ya bisaleli oyo ebongisami malamu ekitisaka kokangama ya mosala, koningana, mpe kilo ya mosala ya bisaleli.
5.1 Climb Milling na bokeseni na Milling ya momeseno
- Kotɔbɔla ya kokɛndɛ-kɛndɛ: Lolenge ya liboso mpo na ebende oyo engɛngaka te—makasi moke, kopɔlɔna moke, kokalinda ya mosala ekitani
- Kokata ya momeseno: Bobele mpo na misala oyo bopeto ya nsuka ezali na ntina mingi.
5.2 Nzela ya misala ya avanse
- Kokata na nzela ya trochoïdale / cycloïdaleMokumba ya sika ya kokata-kata oyo ebongwanaka te, ebongi mpenza mpo na ba grades ya makasi mingi.
- Ekɔtelo ya arc / ya hélicoïdaleEkipɛlɛká kobɛtama na bisaleli mpe kopasukapasuka.
- Bimeli ya tangente: Elongolaka bilembo ya kotɛlɛma na bisika oyo esili kobongisama

6. Baparamɛtrɛ mpo na misala ya kosala masini oyo esalemaka mingi na ebende oyo ekangaka nguba te
6.1 Tournage CNC
- Vitesse ya kokata: 120–180 m/min
- Vitesse ya kotiya biloko: 0,1–0,3 mm/tour
- Bonzinda ya kokata: 1,5–3 mm (ya liboso), 0,5–1 mm (ya suka)
- Ba-inserts ya rake ya positif mpo na kokitisa makasi ya kokata.
6.2 Kokata na CNC
- Vitesse ya kokata: 90–110 m/min (304)
- Bilei mpo na lino: 0.05–0.15 mm
- Salelá ba fraises ya bout ya vitesse variable mpo na kokitisa koningana.
6.3 Kotobola mpe kokata filet
- Vitesse ya kokata: 50–70 m/min
- Kobuka mabulu ya monene koleka mbala misato diamɛtrɛ na yango.
- Ba-mâchoirs oyo esalaka filetage mpo na kopekisa kopasuka
- Mayi ya kati ya kopɛlisa oyo etindami na nguvu
6.4 Kokɔta mpe Kongɛngisa
- Roulette ya kokata: Oxide d'aluminium / CBN
- Bokasikasiki ya likolo: Ra 0.4–0.8 μm (ya standard), Ra ≤0.2 μm (ya bosikisiki ya likolo)
- Kopangusa talatala: Ra ≤0.05 μm
7. Ndenge ya kopekisa kokangama ya misala ya kobongisa ba machine na acier inoxydable
Kokómisa mosala makasi ezali mokakatano monene na usinage ya acier inoxydable austénitique. Landa ba paramètres oyo:
- Kobatela Vitesse ya kolia oyo ekobongwana te (kopekisa bopɔlɔ ya pɛpɛlɛ)
- Salela Bisaleli ya pɔtɔpɔtɔ na géométrie ya rake ya malamu
- Bólanda kokata na lombangu oyo ebongi koleka.
- Bwaka mayi ya malili na nguya makasi mpo na kokitisa molunge.
- Salelá bopasoli ya kokata-kata mpe banzela ya kokata oyo etikamaka te.
- Kitisa ntango ya kotɛlɛma ya esaleli
8. Contrôle ya qualité mpe ba paramètres ya bosikisiki
HLW ebatelaka bomekisi ya makasi kino na Mpɛmbɛni ya 0.01 mm mpo na biteni ya inox oyo ezali na ba commandes oyo:
- Kotala na kati ya mosala mpo na biteni zomi nyonso
- Botalisi ya suka ya 100% na CMM
- Komeka bokasikasi ya likolo (Ra)
- Kolandela na ntango ya solo ndenge bisaleli ezali kowumela
- Mokɛngɛli ya molunge na atelier: 20°C ±1°C
9. Biparamɛtrɛ ya kobongisa ntalo mpo na mosala ya masini ya ebende oyo engɛngaka
Bongisá bolamu ná lombangu na nzela ya mayele oyo emonisami:
- Bongisá ba paramètres ya kokata mpo na kobakisa bomoi ya esaleli na 20–30%
- Salelá bisaleli ya misala ebele mpo na kokitisa ntango ya kobongisa.
- Kotonga ndako ya nkɛ́lɛ́ na biteni mpo na kokitisa kobwaka biloko.
- Kotia na mosala lolenge ya kosala biloko ya pɛtɛɛ mpe kolandela OEE.
- Manaka ya mbongwana ya bisaleli oyo etalelaka liboso

Mokano & Libiangi na kosala
Kokómisa ya suka Baparametele mpo na kobongisa ebende oyo ekangaka nguba na masini ya CNC. Ezali fungola mpo na kolongola kopasuka ya bisaleli, kokitisa biloko ya kobwaka, mpe kobimisa biteni ya sikisiki mingi oyo ekokani na mibeko ya industrie ya mokili mobimba. Na HLW, tobongisaka paramètre nyonso na kolanda bamposa na bino—banda na lombangu ya kokata mpe bisaleli kino na malili mpe nzela ya bisaleli—kolanda lolenge ya acier inoxydable na bino, lolenge ya eteni, mpe bamposa ya mosala.
Ezala bozali na mposa ya biteni ya bosikisiki mpo na makambo ya mpepo, ya monganga, ya kobongisa bilei, to ya makambo ya mai, ekipi na biso ya bato ya mayele epesaka qualité ya kotelema, bokabeli na ngonga, mpe bisaleli ya talo malamu. Benga HLW lelo Mpo na kosolola likolo ya projet na bino ya usinage ya CNC na acier inoxydable, kozwa devis ya ofele, to kosenga optimisation personnalisée ya ba paramètres mpo na biteni na bino.
📞 Telefone: +86 18664342076
📧 Email: info@helanwangsf.com
🌐 HLW – Partenaire na bino ya kotiela motema mpo na usinage ya CNC ya sikisiki ya ebende oyo engɛngaka