د سټینلیس سټیل لپاره د CNC ماشین کارۍ پارامترونه: د متخصصینو بشپړ لارښود
پېژندنه
سټینلیس سټیل د هوافضا، موټرو، طبي، خوراکي توکو پروسس، او سمندري صنعتونو په ګډون په پراخه کچه د انجینرۍ یو له تر ټولو ډېرو کارېدونکو موادو څخه دی، چې د خپل بې ساري زنګ ضد حالت، میخانیکي ځواک، او پایښت له امله ارزښت لري. خو،, د سټینلیس سټیل CNC ماشینکاري بې ساري ننګونې وړاندې کوي — په شمول د کار سختوالی، د اوزار چټک خرابېدل، د تودوخې کمزورې خپرېدل، او د تراشې سخت کنټرول — چې دقیق د زنګ نه وهونکي فولادو لپاره د CNC ماشین کارۍ پارامترونه د پرله پسې کیفیت، د وسیلې د اوږد عمر، او ارزانه تولید لپاره حتمي.

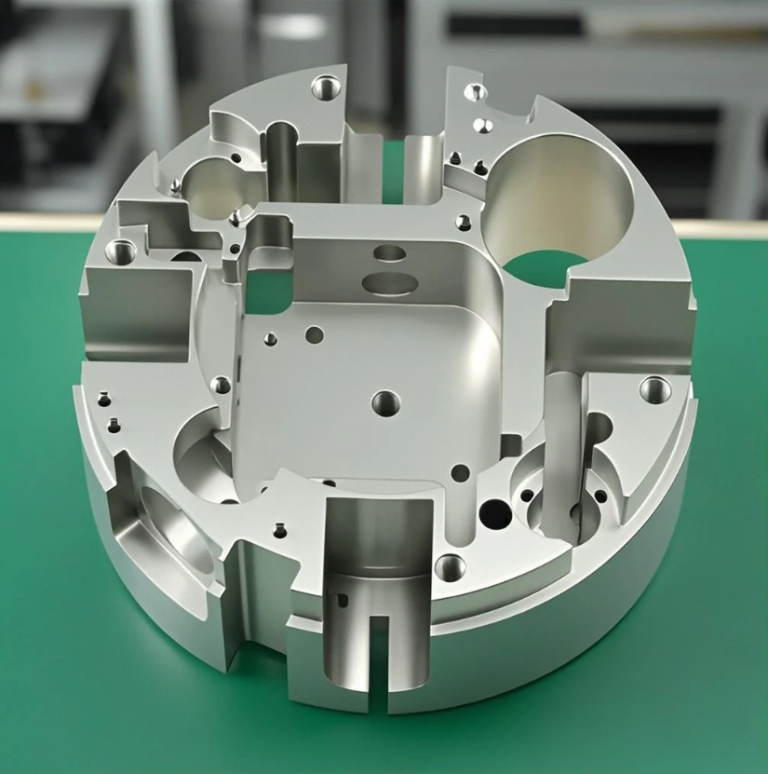
په HLW کې، موږ د ماشین کارۍ لسیزې تجربه، د معلوماتو پر بنسټ د پیرامیټر تنظیم، او پرمختللي CNC تجهیزات سره یوځای کوو ترڅو د کلکې زغم او غوره سطحي پای سره د سټینلیس سټیل دقیقې برخې وړاندې کړو. دا جامع لارښود د سټینلیس سټیل CNC ماشین کارۍ کې د مهارت ترلاسه کولو لپاره، د موادو له درجې څخه نیولې تر وروستي عملیاتو پورې، هر مهم پیرامیټر، د وسیلې انتخاب، د یخولو ستراتیژي، او غوره کړنلارې په تفصیل سره تشریح کوي.
۱. د زنګ نه وهونکي فولادو کلیدي ځانګړتیاوې چې د ماشین کولو پر پارامترونو اغېز کوي
د سټینلیس سټیل مادي ځانګړتیاوې په مستقیم ډول د پرې کولو غوره پارامترونه، د وسیلې انتخاب، او د ماشین کارۍ ستراتیژۍ تعریفوي. ټولې درجې د زنګ وهلو په وړاندې د مقاومت لپاره لږ تر لږه ۱۰.۵۱٪ کروم لري، چې پنځه اصلي کټګورۍ لري:
۱.۱ آستنیتی زنګ نه وهونکی فولاد (۳۰۴، ۳۱۶، ۳۰۳)
- غیر مقناطیسي، د زنګ او تودوخې په وړاندې فوق العاده مقاومت
- د کار سختونې تر ټولو لوړه کچه, ، ټیټ حرارتي لېږد
- د عمومي صنعتي، خوراکي، طبي، او هوافضايي پرزو لپاره تر ټولو عام
۱.۲ فیرټیک سټینلیس سټیل (۴۳۰، ۴۴۶)
- مغناطیسي، د آستنیتیک په پرتله د زنګ وهلو ټیټ مقاومت
- غوره ماشیني کاري، لږ تر لږه کاري سختوالی
- د موټرو پرزو او د پخلنځي د وسایلو لپاره کارول کیږي
۱.۳ مارټینسیټیک سټینلیس سټیل (۴۱۶، ۴۲۰، ۴۴۰)
- مغناطیسي، د زنګ وهلو منځنۍ مقاومت
- د لوړې سختۍ لپاره د تودوخې په واسطه د علاج وړ
- د چاقوګانو، جراحي وسایلو، او لاسي اوزارو لپاره غوره
۱.۴ د رسوب له لارې سخت شوی (PH) زنګ نه وهونکی فولاد (۱۷-۴ PH، ۱۵-۵ PH)
- تر ټولو لوړه سختي، د تودوخې په واسطه د ښه کیدو وړ، د زنګ وهلو په وړاندې غوره مقاومت
- د مهمو هوافضايي برخو لپاره کارول کیږي
- محافظه کارانه ماشینکاري پارامترونو ته اړتیا لري
۱.۵ دوه ګونی سټینلیس سټیل (۲۲۰۵، ۲۳۰۴، ۲۵۰۷)
- د آستنیتی او فیریتی ځانګړتیاوو ترکیب، خورا زیات کلکوالی
- د اوبو په تصفیه، فشاري لوښو، او سمندري تجهیزاتو کې کارول کیږي

۲. د سټینلیس سټیل د CNC ماشین کارۍ لپاره د کور پرې کولو معیارونه
د ... دقیق تنظیم د پرې کولو سرعت، د خوړو کچه، د پرې کولو ژوروالی, ، او سټیپ-اوور د سټینلیس سټیل د بریالي ماشین کارۍ بنسټ دی. لاندې د تر ټولو عامو درجونو لپاره په صنعت کې ثابت شوي پارامترونه دي.
۲.۱ د پرې کولو سرعت (Vc / SFM)
د پرې کولو سرعت د تودوخې تولید، د کار له امله سختوالی، او د اوزار عمر توازنوي.
- ۳۰۳ سټینلیس سټیل: ۱۰۰–۱۵۰ متره په دقیقه کې (۳۲۸–۴۹۲ SFM)
- ۳۰۴ سټینلیس سټیل: ۸۰–۱۲۰ متره په دقیقه کې (۲۶۲–۳۹۴ SFM)
- ۳۱۶ سټینلیس سټیل: ۷۰–۱۱۰ متره په دقیقه کې (۲۳۰–۳۶۱ SFM)
- ۱۷-۴ پي اېچ سټینلیس سټیل: ۸۰–۱۶۰ متره په دقیقه کې (۲۶۲–۵۲۵ SFM)
عمومي قاعدهد درنو پرې کولو یا کمې سختۍ لرونکو جوړښتونو لپاره، د حرارتي زیان او کاري سختېدنې د مخنیوي په موخه سرعت د 15–20% په اندازه کم کړئ.
۲.۲ د هر غاښ لپاره خوراک (fz)
د خوراک کچه د چپس جوړښت، د سطحې پایلنی حالت، او د پرې کولو ځواکونه کنټرولوي.
- رَفینګ: ۰.۱۲–۰.۱۵ ملي متر/په هر غاښ
- پای: ۰.۰۸–۰.۱۰ ملي متر/په هر غاښ
- په نري دیوال / لوړ ځواک ډولونه: 0.05–0.08 ملي متر/غوڅ
له هغو ټیټو خوړنځایونو څخه ډډه وکړئ چې د لګښت او د کار د ګړندي سختېدو لامل کیږي.
۲.۳ د پرې کولو ژوروالی (DOC)
د اغېزمنتیا او ثبات د لوړولو لپاره، روفینګ او فینشینګ جلا کړئ.
- رُفینګ: ۱.۵–۴ ملي متره (د وسیلې د قطر او کلکوالي سره سم تنظیم کړئ)
- پای کار: د ابعادي دقت لپاره ۰.۱–۰.۵ ملي متره
- ژورې کندې: طبقاتي پرې کول د DOC په تدریجي کمولو سره
۲.۴ ګام واړه
- د باثباته پرې کولو لپاره د اوزار د قطر ۳۰–۴۰۱TP3T
- د وسیلې له ډېرې نښلېدنې او لړزې مخنیوی کوي
۳. د سټینلیس سټیل CNC ماشینکارۍ لپاره د اوزارو انتخاب او جیومیټري
سم وسایل ښوښوښوب له منځه وړي، سایش کموي، او د تراشاتو ایستل ښه کوي.
۳.۱ د وسیلې مواد
- د کاربایډ کلک وسایل (10–12% کوبالټ محتوا): د تولیدي ماشینکارۍ لپاره غوره، د تودوخې په وړاندې مقاومت لري، د HSS په پرتله ۲-۳ چنده اوږد د اوزار ژوند لري.
- پوښل شوی کاربایدد لوړې تودوخې د سایش مقاومت لپاره د TiAlN, AlTiN, TiCN پوښونه
- ایچ ایس ایس-کو اوزار: د ټیټ سرعت او ټیټ حجم عملیاتو لپاره
۳.۲ د عملیاتو له مخې د فلُټونو شمېر
- رُفینګ: ۴-۵ فلوت لرونکي انډ مېلونه (د ۵ فلوت لرونکو سره لوړ فیډ رېټونه)
- ځای پرځای کول: ۴ فلوت لرونکي اوزار (د تراش غوره ایستل)
- پای ته رسول: ۵–۱۴ فلوتونه، د هلیکس زاویه >۴۰° د هوارو سطحو لپاره
- HEM (لوړ موثریت لرونکې وړۍ): ۵–۷ فلوت لرونکي چپ بریکر رافرونه
۳.۳ د مهمو وسایلو هندسه
- مثبت رېک زاویه: د پرې کولو ځواکونو د کمولو لپاره ۱۰–۲۰°
- د لږولو زاویه: د لږولو کمولو لپاره ۸–۱۲°
- د پوزې شعاع: ۰.۲–۰.۴ ملي متره (پایاني کار)، ۰.۸–۱.۲ ملي متره (سروې کار)
- د چیپونو ماتوونکي هندسه: اوږده، تار په څېر چیپونه له منځه وړي
۳.۴ د اوزارو ساتنه
- د لږ تر لږه ځوړتیا لپاره هیدرولیک / حرارتي سکروډر وسیلې نیسکوونکي
- د ټولې د ډېرې کږېدو مخنیوي لپاره د اوزار لنډ څنډه
- د نریو دیوالونو لرونکو پرزو لپاره کلک نیولو وسیله
۴. د سړولو او غوړولو معیارونه
سټینلیس سټیل د پرې کولو ۷۰–۸۰ سلنه تودوخه ساتي، چې له امله یې اغېزمنه سړول اړین دي.
۴.۱ د سړونکي ډول
- نیمه مصنوعي / مصنوعي کولنټونه: د تودوخې لوړ خپرېدل، د لوړ سرعت ماشینکارۍ لپاره غوره
- په اوبو کې حل کېدونکي غوړ: د درنو پرې کولو لپاره د 8–15% غلظت
- سیده تېلد ټیټ سرعت عملیاتو لپاره اعظمي غوړول
۴.۲ د سړونکي رسولو معیارونه
- فشار: ۷۰-۱۰۰ بار (د کیندنې / ژورو تشو لپاره لوړ فشار)
- د جریان کچه: ۱۵-۲۰ لیتره په دقیقه کې
- تراکم: ۸–۱۲۱TP3T
- د پي ایچ کچه: ۸.۵–۹.۵
- د اوزار له لارې سړوونکی: د ژورو سوریو ماشینکارۍ لپاره غوره
۴.۳ د یخولو طریقې
- د سېلاب سړول: عمومي کُرُن / تَیرُن
- د لوړ فشار سړوونکی: کیندنه، نري کول، سخت الیاژونه
- MQL (د غوړولو لږ تر لږه اندازه): پاک، د چاپیریال لپاره خوندي، د ځانګړو عملیاتو لپاره
۵. د سټینلیس سټیل لپاره د CNC د اوزار لارې ستراتیژۍ
غوره شوي د وسيلې لارې د کار سختېدل، لړزې، او د وسيلې بار کموي.
۵.۱ د کرایمپ ملینګ په پرتله دودیز ملینګ
- پورته ختنهد زنګ نه وهونکي فولادو لپاره ډیفالټ—ټیټ ځواکونه، کمه لګڼه، د کار له امله کم شوی سختوالی
- دودیز میلنګ: یوازې د څنډې-حساس غوښتنلیکونو لپاره
۵.۲ پرمختللي ټولپاتھونه
- تروکوئډیل / سایکلوئډیل میلنګد چپس دوامداره بار، د لوړې مقاومت لرونکو درجونو لپاره غوره
- کماني / مارپېچي ننوتلد وسیلې له ټکر او چيچلو څخه مخنیوی کوي
- له خطه وتل: په بشپړ شویو سطحو باندې د پاتې کېدو نښې له منځه وړي

۶. د عادي سټینلیس سټیل ماشین کولو عملیاتو لپاره پارامترونه
6.1 سي اېن سي ټرننګ
- د پرې کولو سرعت: ۱۲۰–۱۸۰ متره په دقیقه کې
- د خوړلو سرعت: ۰.۱–۰.۳ ملي متر/دور
- د پرې کولو ژوروالی: ۱.۵–۳ ملي متره (سروې)، ۰.۵–۱ ملي متره (پای لاسه)
- د پرې کولو د ځواکونو د کمولو لپاره مثبت رېک انسرټونه
6.2 سي اېن سي مېلېنګ
- د پرې کولو سرعت: ۹۰–۱۱۰ متره/دقیقه (۳۰۴)
- د هر غاښ لپاره خوراک: 0.05–0.15 ملي متره
- د لړزې د کمولو لپاره د متغیر پېچ لرونکي انډ مېلونه وکاروئ.
۶.۳ بوری او تاپ کول
- د پرې کولو سرعت: ۵۰–۷۰ متره په دقیقه کې
- د ۳ ځله قطر څخه د زیاتو سوریو لپاره پیک بور کول
- د ماتېدو د مخنیوي لپاره تار جوړوونکي متې
- د لوړ فشار داخلي سړوونکی
۶.۴ میده کول او پالش کول
- سایلوونکی څرخ: المونیم اکسایډ / سي بي این
- د سطحه زبری: Ra 0.4–0.8 μm (معیاري)، Ra ≤0.2 μm (لوړ دقت)
- د هندارې پالش کول: Ra ≤0.05 μm
۷. د سټینلیس سټیل په ماشین کولو کې د کار سختېدو څنګه مخنیوی وکړو
په آستنیتی سټینلیس سټیل ماشینکي کار کې د فلز سختول تر ټولو لوی ننګونه ده. دا معیارونه تعقیب کړئ:
- ساتنه د تغذیې ثابتې کچې (له سپکو څیرونو څخه ډډه وکړئ)
- کارول تیز وسایل د مثبت رېک جیومیټرۍ سره
- د پرې کولو سرعتونه په غوره حد کې وساتئ
- د تودوخې د کمولو لپاره لوړ فشار لرونکی سړونکی مواد وکاروئ.
- د کلایمب میلینګ او پرله پسې پرې کوونکي مسیرونه وکاروئ
- د وسیلې د تمځای وخت کم کړئ
۸. د کیفیت کنټرول او د دقت معیارونه
HLW تر ... پورې کلکې حدودي اندازې ساتي. ±۰.۰۱ ملي متره د دې کنټرولونو سره د سټینلیس سټیل برخو لپاره:
- د هرو لسو پرزو په منځ کې د جوړښت پرمهال معاینه
- د CMM سره د 100% وروستۍ معاینه
- د سطحې د زبروالي ازموینه (Ra)
- د اوزارو د خرابۍ ریښتیني وخت څارنه
- د ورکشاپ د تودوخې درجه کنټرول: ۲۰ سانتي ګرېډ ± ۱ سانتي ګرېډ
۹. د سټینلیس سټیل ماشین کولو لپاره د لګښت د اصلاح کولو معیارونه
د دې ثابت شویو ستراتیژیو په مرسته کیفیت او موثریت متوازن کړئ:
- د اوزار ژوند د ۲۰–۳۰٪ په زیاتولو لپاره د پرې کولو پارامترونه غوره کړئ.
- د چمتو کولو وخت کمولو لپاره له څو اړخیزو وسایلو څخه کار واخلئ.
- د موادو د ضایعاتو کمولو لپاره د نستې برخې
- تېروتنې کموونکی تولید او د OEE څارنه پلي کړئ
- د وړاندوینې پر بنسټ د اوزارو د بدلولو مهالوېشونه

پایله او د عمل غوښتنه
ماسټرینګ د زنګ نه وهونکي فولادو لپاره د CNC ماشین کارۍ پارامترونه دا د وسایلو د خرابېدو د له منځه وړلو، د ضایعاتو کمولو، او د داسې لوړ دقت لرونکو برخو د تولید کلي ده چې د نړیوالو صنعتي معیارونو سره سمون لري. په HLW کې، موږ هر پارامتر — د پرې کولو سرعت او وسایلو څخه نیولې تر سړولو او د وسایلو تر لارو پورې — ستاسو د سټینلیس سټیل درجې، د برخې هندسي جوړښت، او د غوښتنلیک اړتیاوو پر بنسټ تنظیموو.
که تاسو د هوافضا، طبي، خوراکي توکو پروسس، یا سمندري کارونو لپاره دقیقو پرزو ته اړتیا لرئ، زموږ ماهر ټیم تل یو شان کیفیت، پر وخت رسول، او ارزانه حل لارې وړاندې کوي. نن له HLW سره اړیکه ونیسئ ستاسو د سټینلیس سټیل CNC ماشین کارۍ پروژې په اړه د خبرو اترو لپاره، وړیا نرخ ترلاسه کولو لپاره، یا ستاسو د برخو لپاره د ځانګړو پیرامیټرونو د غوره کولو غوښتنه کولو لپاره.
📞 تلیفون: +۸۶ ۱۸۶۶۴۳۴۲۰۷۶
📧 برېښنالیک: info@helanwangsf.com
🌐 HLW – د دقیق سټینلیس سټیل CNC ماشین کارۍ لپاره ستاسو باوري ملګری