Parameter Mesin CNC pikeun Baja Tahan Karat: Pituduh Lengkap ti Ahli
Panganteur
Baja tahan karat mangrupikeun salah sahiji bahan rékayasa anu paling seueur dianggo di industri dirgantara, otomotif, médis, pangolahan kadaharan, jeung maritim, dihargaan pikeun résistansi korosi anu luar biasa, kakuatan mékanis, jeung daya tahanana. Sanajan kitu, Pembentukan CNC tina baja tahan karat nampilkeun tangtangan unik—kalebet pangerasan kerja anu parah, aus pakakas anu gancang, dissipasi panas anu goréng, jeung kontrol serpihan anu hésé—ngajadikeun tepat Parameter pikeun pangolahan CNC stainless steel Henteu tiasa dirundingkeun pikeun kualitas anu konsisten, umur pakakas anu langkung lami, sareng produksi anu éfisién tina segi biaya.

Di HLW, kami ngahijikeun pangalaman mesin puluhan taun, panyetelan parameter dumasar data, jeung parabot CNC canggih pikeun nyayogikeun komponén stainless steel presisi kalayan toleransi ketat jeung hasil permukaan anu unggul. Pituduh lengkep ieu ngajelaskeun unggal parameter krusial, pilihan alat, strategi panyabaran, jeung prakték pangalusna pikeun ngawasaan mesin CNC stainless steel, ti tingkatan bahan nepi ka operasi finishing.
1. Sipat Utama Baja Tahan Karat Anu Mangaruhan Parameter Pemesinan
Sifat bahan stainless steel sacara langsung nangtukeun parameter motong optimal, pilihan pakakas, jeung strategi pangolahan. Sadaya kelas ngandung sahenteuna 10,5% kromium pikeun résistansi korosi, kalayan lima kategori utama:
1.1 Baja Tahan Karat Austenitik (304, 316, 303)
- Henteu magnétik, tahan korosi jeung panas anu luar biasa
- Laju pangerasan kerja pangluhurna, konduktivitas termal anu handap
- Paling umum pikeun bagian industri umum, pangan, médis, jeung dirgantara
1.2 Baja Tahan Karat Feritik (430, 446)
- Magnétik, tahan korosi leuwih handap tibatan austenitik
- Kamampuhan mesin anu leuwih hadé, pangerasan kerja minimal
- Digunakeun pikeun bagian otomotif jeung parabot dapur
1.3 Baja tahan karat martensitik (416, 420, 440)
- Magnétik, tahan korosi sedeng
- Bisa diolah ku panas pikeun ngahontal kekerasan anu luhur
- Ideal pikeun péso, instrumen bedah, jeung pakakas tangan
1.4 Baja tahan karat anu dikeraskeun ku presipitasi (PH) (17-4 PH, 15-5 PH)
- Kakuatan pangluhurna, tiasa diolah ku panas, tahan korosi anu saé pisan
- Dipaké pikeun komponén aerospace kritis
- Mereukeun parameter mesin anu konservatif
1.5 Duplex Baja Tahan Karat (2205, 2304, 2507)
- Campuran sipat austenitik jeung feritik, ketahanan anu luar biasa
- Diterapkeun dina pangolahan cai, wadah tekanan, jeung parabot lepas pantai

2. Parameter motong inti pikeun mesin CNC stainless steel
Panyetelan presisi tina kacepetan motong, laju pasokan, jero motong, jeung step-over téh dasar tina kasuksésan mesin stainless steel. Di handap ieu aya parameter nu geus kabuktian di industri pikeun tingkatan nu paling umum.
2.1 Kacepetan motong (Vc / SFM)
Kacepetan motong ngimbangan produksi panas, pangerasan kerja, jeung umur pakakas.
- 303 baja tahan karat: 100–150 m/min (328–492 SFM)
- Baja tahan karat 304: 80–120 m/min (262–394 SFM)
- 316 baja tahan karat: 70–110 m/min (230–361 SFM)
- Baja tahan karat 17-4 PH: 80–160 m/min (262–525 SFM)
Aturan kasar: Ngurangan laju ku 15–20% pikeun motongan beurat atawa setelan kaku rendah pikeun nyingkahan karuksakan termal jeung pengerasan kerja.
2.2 Pakan per huntu (fz)
Kacepetan pasokan ngadalikeun pambentukan chip, hasil permukaan, jeung gaya motong.
- Roughing: 0,12–0,15 mm/huntu
- Pangréngséan: 0,08–0,10 mm/huntu
- Gred témbok ipis/kuat luhur: 0,05–0,08 mm/gigitan
Hindarkeun pasokan anu handap anu nyababkeun gesekan jeung pangerasan kerja anu dipercepat.
2.3 Jero Potongan (DOC)
Misahkeun prosés roughing jeung finishing pikeun maksimalkeun éfisiénsi jeung stabilitas.
- Roughing: 1,5–4 mm (disaluyukeun pikeun diaméter jeung kekakuan pakakas)
- Pangréngséan: 0,1–0,5 mm pikeun akurasi diménsi
- Lubang jero: motong lapisan kalayan panurunan DOC sacara bertahap
2.4 Léngkah-Ngaliwatan
- 30–40% diaméter pakakas pikeun motong anu stabil
- Nyegah pakakas nyantél kaleuleuwihi jeung geter
3. Pilihan Pakakas & Géométri pikeun Mesinan CNC Baja Tahan Karat
Alat nu pas ngaleungitkeun geter, ngurangan aus, jeung ningkatkeun pangaleupasna serpihan.
3.1 Bahan Parabot
- Pakakas karbida padet (10–12% eusi kobalt): Leuwih dipikaresep pikeun mesin produksi, tahan panas, umur pakakasna 2–3 kali leuwih lila tibatan HSS
- Karbit anu dilapisLapisan TiAlN, AlTiN, TiCN pikeun tahan aus dina suhu luhur
- Alat HSS-Co: Pikeun operasi laju handap jeung volume handap
3.2 Jumlah seruling nurutkeun operasi
- Ngagores kasar: 4–5 mata bor tungtung flut (laju pasokan leuwih luhur kalayan 5 flut)
- Nyelipkeun: 4 alat serut (evakuasi serpihan anu leuwih hadé)
- Ngahijikeun: 5–14 flut, sudut helix >40° pikeun permukaan lemes
- HEM (Gilingan Éfisiénsi Luhur): 5–7 gerinda kasar chipbreaker flut
3.3 Géométri Parabot Kritis
- Sudut rake positif: 10–20° pikeun ngurangan gaya motong
- Sudut relief: 8–12° pikeun ngaminimalkeun gesekan
- Jari-jari irung: 0,2–0,4 mm (pangahéan ahir), 0,8–1,2 mm (pangahéan kasar)
- Geometri chipbreaker: Ngaleungitkeun serpihan panjang jeung ipis
3.4 Pangcangking pakakas
- Penahan alat hidrolik/panyusut panas pikeun runout minimal
- Tundutan pakakas pondok pikeun nyegah kalengkungan
- Pegangan kerja kaku pikeun bagian témbok ipis
4. Parameter Pendinginan & Pelumasan
Baja tahan karat nahan 70–80% panas motong, ngajadikeun pendinginan anu efektif kacida pentingna.
4.1 Tipe Pendingin
- Pendingin semi-sintétik / sintétik: Dispersi panas anu luhur, idéal pikeun pangolahan kecepatan luhur
- Minyak anu larut dina cai: konsentrasi 8–15% pikeun motong beurat
- Minyak lempeng: Pelumasan maksimal pikeun operasi laju handap
4.2 Parameter Pangiriman Cairan Pendingin
- Tekanan: 70–100 bar (tekanan luhur pikeun ngabor / liang jero)
- Laju aliran: 15–20 L/min
- Konsentrasi: 8–12%
- Tingkat pH: 8.5–9.5
- Pendingin ngaliwatan pakakas: Leuwih dipikaresep pikeun pangolahan liang jero
4.3 Métode Pendinginan
- Pendinginan banjir: Ngagiling/ngabentuk umum
- Pendingin tekanan luhur: bor, ngetap, aloi anu kuat
- MQL (Minimum Quantity Lubrication): Bersih, ramah lingkungan pikeun sababaraha operasi nu dipilih
5. Strategi Jalur Alat CNC pikeun Baja Tahan Karat
Jalur pakakas anu dioptimalkeun ngurangan pangerasan kerja, geter, jeung beban pakakas.
5.1 Milling pananjakan vs. Milling konvensional
- Ngagiling ngaléngkah: Setélan standar pikeun baja tahan karat—kakuatan anu leuwih handap, gesekan anu kirang, pangerasan kerja anu dikirangan
- Pemborosan konvensional: Ngan pikeun aplikasi anu kritis dina pinggiran
5.2 Jalur Alat Lanjutan
- Panggerusan trokoidal / sikloidBeungbeurat cip anu konstan, idéal pikeun kelas kakuatan luhur
- Lebetan busur / heliks: Nyingkahan benturan pakakas jeung pecah-pecah
- Kaluar tangensNgahapus bekas tetesan dina permukaan anu geus réngsé

6. Parameter pikeun Operasi Mesinan Baja Tahan Karat Umum
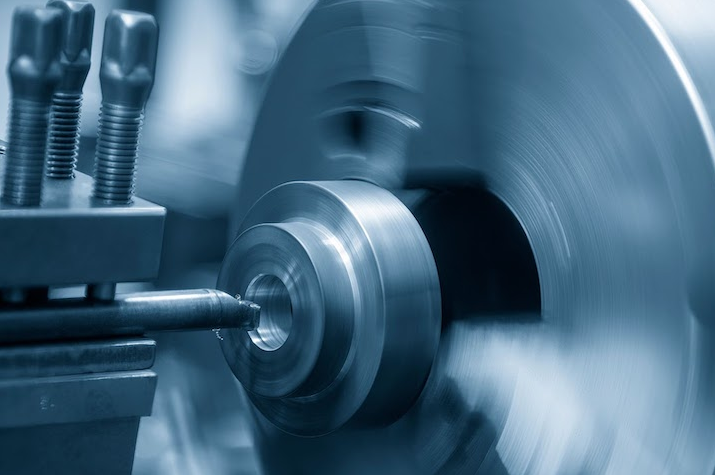
6.1 Puteran CNC
- Kacepetan motong: 120–180 m/menit
- Kacepetan pasokan: 0,1–0,3 mm/rev
- Jerona motongan: 1,5–3 mm (roughing), 0,5–1 mm (finishing)
- Insersi rake positif pikeun ngurangan gaya motong
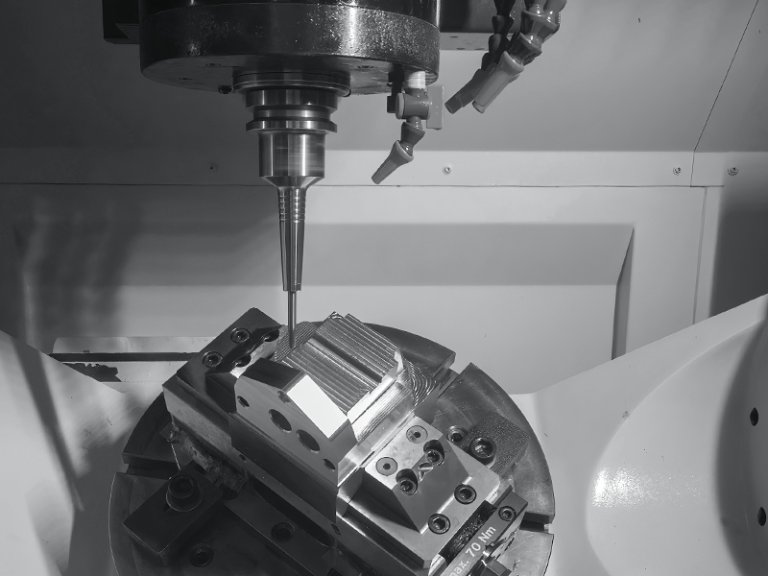
6.2 Pembentukan CNC
- Kacepetan motong: 90–110 m/menit (304)
- Pakan per huntu: 0,05–0,15 mm
- Paké end mill variabel pitch pikeun ngurangan geter.
6.3 Bor jeung Tap
- Kacepetan motong: 50–70 m/menit
- Peck ngabor liang kalayan diaméter leuwih ti 3×
- Tap formasi benang pikeun nyegah pegat
- Pendingin internal tekanan luhur
6.4 Ngagiling jeung ngapolés
- Roda panggerus: oksida aluminium / CBN
- Kasagaran permukaan: Ra 0,4–0,8 μm (standar), Ra ≤0,2 μm (presisi luhur)
- Pengilat cermin: Ra ≤0,05 μm
7. Kumaha nyegah kekakuan kerja dina mesin stainless steel
Pengerasan kerja nyaéta tangtangan panggedéna dina mesin stainless steel austenitik. Turutan parameter ieu:
- Ngajaga Laju pasokan anu konsisten (hindari gesekan ringan anu nyababkeun luka)
- Paké Pakakas anu seukeut kalayan géométri rake positif
- Teruskeun ngajaga laju motong dina rentang anu optimal
- Nerapkeun cairan pendingin tekanan luhur pikeun ngurangan panas
- Paké pangolahan climb milling jeung jalur motong kontinyu
- Ngaminimalkeun waktos tunggu pakakas
8. Kontrol Kualitas & Parameter Presisi
HLW ngajaga toleransi ketat nepi ka ±0,01 mm pikeun komponén stainless steel kalayan kontrol ieu:
- Inspeksi dina prosés unggal 10 bagian
- Inspeksi ahir 100% maké CMM
- Uji kasar permukaan (Ra)
- Pantau aus pakakas sacara waktu nyata
- Kontrol suhu bengkel: 20°C ±1°C
9. Parameter Optimasi Biaya pikeun Pemesinan Baja Tahan Karat
Imbangan kualitas jeung efisiensi ku strategi anu kabuktian ieu:
- Optimalisasi parameter motong pikeun ngalegaan umur pakakas ku 20–30%
- Paké pakakas multifungsi pikeun ngurangan waktos nyetel.
- Nempatkeun bagian-bagian sangkan nyirorotkeun runtah bahan
- Laksanakeun manufaktur lean jeung monitoring OEE
- Jadwal parobahan pakakas prédiktif

Kasimpulan & Ajakan pikeun Bertindak
Panguasaan Parameter pikeun pangolahan CNC stainless steel Ieu konci pikeun ngaleungitkeun aus pakakas, ngurangan runtah, jeung ngahasilkeun komponén presisi luhur anu nyumponan standar industri global. Di HLW, kami ngaropéa unggal parameter—ti laju motong jeung pakakas nepi ka pendinginan jeung jalur pakakas—dumasar kana kelas stainless steel anjeun, géométri bagian, jeung sarat aplikasi.
Naha anjeun peryogi bagian presisi pikeun aerospace, médis, pangolahan kadaharan, atawa kagunaan maritim, tim ahli kami nyayogikeun kualitas konsisten, pangiriman pas waktuna, jeung solusi anu hemat biaya. Hubungi HLW ayeuna pikeun ngabahas proyék mesin CNC stainless steel anjeun, kéngingkeun kutipan gratis, atawa nyuhunkeun optimasi parameter khusus pikeun komponén anjeun.
📞 Telepon: +86 18664342076
📧 Surélék: info@helanwangsf.com
🌐 HLW – Mitra Anu Dipercaya pikeun Mesinan CNC Presisi Tirus Baja Tahan Karat