Best CNC Machining Factory for Parts? Insider Tips to Avoid the Low-Price Trap
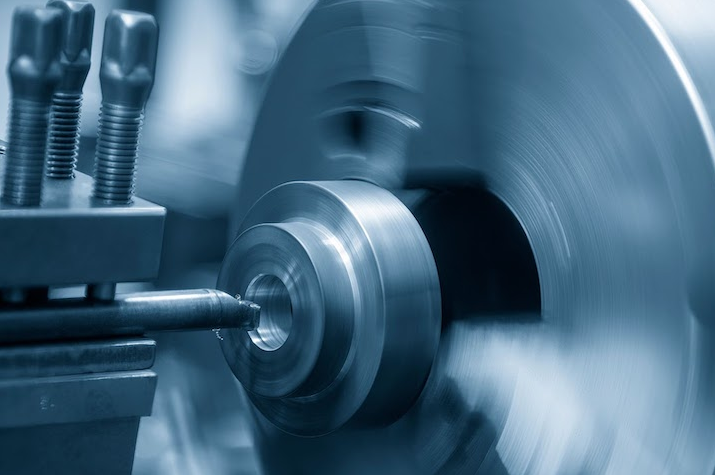
As a veteran machinist who spends his days juggling spindle speeds, feed rates, and G-code, I know the drill. When you’re searching for the “best CNC machining factory for parts,” you aren’t looking for a flashy middleman with a slick PowerPoint. You’re looking for a shop floor that speaks your language—a place where tolerances stay rock-solid and the machines don’t “crash” due to sloppy programming.
Let’s skip the marketing fluff. From the perspective of someone actually turning the handles and hitting the cycle start button, here is how you spot a top-tier machine shop without getting burned.
1. Stop Obsessing Over Machine Brands—Look at the “Jigs and Fixtures”
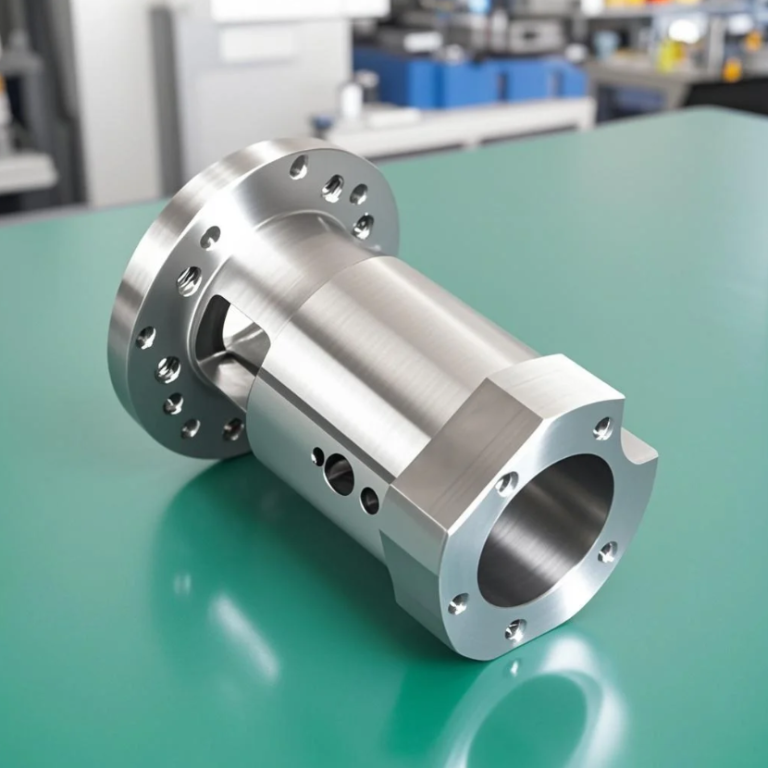
Most clients walk into a shop and look for big names like Mazak, Haas, or Okuma. While a high-end spindle matters, the real “secret sauce” of a precision CNC machining factory is their fixturing.
Take a thin-walled aluminum housing, for example. A mediocre shop will just throw it in a standard vise, crank it down, and wonder why the part warps like a potato chip after release. A pro shop designs custom vacuum fixtures or uses “soft jaws” to ensure the part is held with zero distortion. When you tour a facility, check their fixture rack. If it’s organized and filled with custom-engineered plates, you’ve found a shop that understands stress relief and precision.

2. The Danger of “Too-Good-To-Be-True” Quotes
In the CNC world, margins are razor-thin. If one factory quotes you 30% lower than everyone else, they aren’t “more efficient”—they’re likely cutting corners where you can’t see them.
- Tooling Downgrades: They might be using reground or low-quality end mills. This causes “built-up edge” (BUE) on the tool, resulting in micro-scratches on your part’s surface finish.
- Aggressive DOC (Depth of Cut): To save time, they might crank up the back-cut depth. This creates massive internal stress in the material. Your part looks fine today, but in 48 hours, it might bend out of tolerance.
- Skipping the “Burr-Beat”: High-quality shops factor in time for manual deburring and finishing. Cheap shops ship parts with sharp edges that can fail in assembly.
A reliable factory bills you for the peace of mind that your parts won’t be rejected at the assembly line.
3. Why “Small Batch Flexibility” is the 2026 Gold Standard
The industry is shifting. The days of million-part “commodity runs” are being replaced by high-mix, low-volume orders—think medical prototypes or specialized robotics.
The best CNC machining factories today are leaning into Digital Twins and simulation software. We verify the entire toolpath on a computer before the first chip even flies. This “First Article Success” capability means we can handle a 5-piece order with the same precision as a 5,000-piece run. If a shop complains that your order is “too small to set up,” they probably haven’t modernized their workflow.

4. A Pro Shop Practices “DFM” (Design for Manufacturing)
True expertise (EEAT) isn’t just saying “yes” to every drawing. It’s when our lead op looks at your print and says: “Hey, if we change this internal sharp corner to a small radius, I can mill it in one pass instead of using EDM. It’ll save you 20% on the unit cost.”
That kind of process optimization is what separates a vendor from a partner. If a shop just takes your money and ignores obvious design flaws that lead to “chatter” or tool breakage, they don’t care about your project’s success.
5. The Machinist’s Checklist for Picking a Shop
If you want to find the best, look for these three signs:
- Organization: Is the tool crib tidy? A messy floor leads to messy tolerances.
- Metrology: Do they have a Hexagon or Mitutoyo CMM? If they only use calipers for a +/- 0.01mm job, walk away.
- Communication: Can they explain their tool compensation strategy or how they handle material certifications?
Finding a partner is about finding a shop that respects the material and the math behind the cut.