Tips for CNC Machining Stainless Steel: Professional Guide to Overcome Challenges & Boost Quality
Stainless steel is one of the most widely used materials in CNC machining, valued for its exceptional corrosion resistance, high strength, durability, and hygienic properties. It serves industries from automotive, aerospace, medical, to food processing, with common grades including 304, 316, 316L, 17‑4 PH, 400 series, and duplex alloys. However, CNC machining stainless steel poses distinct difficulties: strong work hardening, low thermal conductivity, high cutting forces, rapid tool wear, and hard‑to‑control stringy chips. This guide compiles proven best practices to help you machine stainless steel smoothly, extend tool life, improve precision, and lower production costs.

Key Challenges in CNC Machining Stainless Steel
Before diving into tips, understanding the core pain points helps you apply solutions more effectively:
- Work hardening: Stainless steel quickly becomes harder during cutting, increasing cutting resistance and wearing tools fast.
- Heat buildup: Poor heat conductivity traps heat at the cutting edge, causing tool failure and dimensional errors.
- Tool wear: High toughness and abrasion accelerate flank wear, crater wear, and built‑up edge (BUE).
- Chip issues: Ductile stainless steel forms long, tangled chips that scratch surfaces and jam machines.
- Vibration & chatter: Rigidity shortages lead to poor surface finish and tolerance drift.
1. Choose the Right Stainless Steel Grade for Machining
Selecting a machinable grade reduces difficulty upfront:
- Easiest to machine: 416 stainless steel (400 series ferritic/martensitic).
- Most common: 304 (austenitic, general use) and 316/316L (higher corrosion resistance, lower machinability).
- High‑strength: 17‑4 PH (precipitation hardening) for aerospace and marine parts.
- Cost‑effective: 409 ferritic stainless steel (lowest cost).
2. Optimal Tool Selection for Stainless Steel CNC Machining
Tool choice directly affects tool life, surface finish, and efficiency:

Tool Material
- Solid carbide / ultra‑fine grain carbide: Best balance of hardness and toughness; ideal for most stainless steel grades.
- Coated carbide: TiAlN, AlCrN, TiCN coatings enhance heat and wear resistance.
- High‑speed steel (HSS): Affordable but only for low‑speed, light cuts; shorter tool life.
- Ceramic: For high‑speed finishing of 316L; avoid roughing due to brittleness.
Tool Geometry
- Positive rake angle (8–12°): Reduces cutting forces and work hardening.
- Sharp cutting edges: Minimize material adhesion and smearing.
- Light honed edge: Prevents chipping while keeping sharpness.
- Flute count: 4 flutes for slotting (better chip evacuation); 5–7 flutes for finishing and HEM toolpaths.
3. Optimize Cutting Parameters (Speeds, Feeds, Depths)
Correct parameters prevent work hardening and overheating:
Milling Parameters
- 304 stainless steel: 100–200 SFM, 0.005–0.008 in/tooth feed.
- 316/316L stainless steel: 90–180 SFM, 0.004–0.007 in/tooth feed.
- 17‑4 PH stainless steel: 80–160 SFM, 0.003–0.006 in/tooth feed.
- Depth of cut: Roughing 0.5–2.0 mm; finishing 0.2–0.5 mm.
- Tool engagement: 30–40% of tool diameter to avoid overload.
Turning Parameters
- Roughing: 80–120 m/min, 0.2–0.3 mm/rev, 1.5–3.0 mm depth.
- Finishing: 120–150 m/min, 0.05–0.15 mm/rev, 0.2–0.5 mm depth.
Thread Turning
- Cutting speed: 80–150 m/min; layered progressive cutting.
- Feed: Equal to thread pitch; finishing allowance 0.05–0.1 mm.
General rule: Lower speed + higher feed to reduce heat and work hardening.

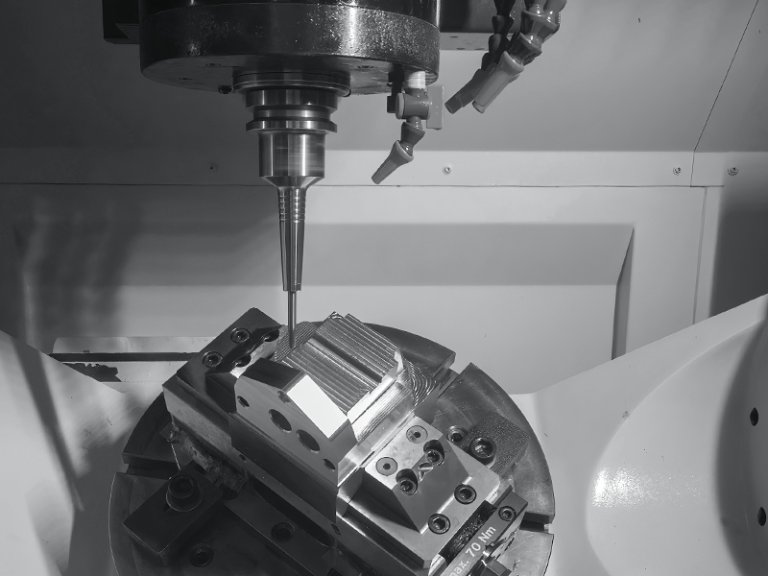
4. Rigid Setup & Vibration Control
Stability is critical for precision and tool life:
- Use rigid machines, short tool overhang, and robust toolholders.
- Tighten fixtures and workholding to eliminate movement.
- Reduce spindle runout and ensure machine bed stability.
- Choose climb milling over conventional milling to lower hardening risks.
5. Effective Coolant & Lubrication Strategies
Coolant solves heat, friction, chip, and work‑hardening problems:
- Coolant type: Semi‑synthetic, soluble oil, or straight oil for heavy cuts.
- Concentration: 6–8% for most operations.
- Delivery: Flood cooling + high‑pressure through‑tool coolant (800–1000 PSI) for deep holes and pockets.
- Benefits: Cuts heat, washes chips, prevents BUE, extends tool life by 40–60%.
6. Chip Evacuation & Control
Poor chip handling causes scratches and tool breakage:
- Use chip‑breaker geometry tools and helical chip breakers.
- Apply high‑pressure coolant to break and flush chips.
- Use peck drilling for deep holes to clear chips periodically.
- Avoid long, stringy chips wrapping around tools or parts.
7. Reduce Tool Wear & Extend Tool Life
Prolong tool life to cut costs:
- Use sharp tools; replace at first signs of wear (flank wear ≤0.3 mm).
- Monitor tool condition regularly; adopt preventive tool changes.
- Use trochoidal milling and dynamic milling to lower tool load.
- Maintain consistent cutting parameters and stable cooling.
8. Ensure Precision & Surface Finish
Meet tight tolerances and desired surface quality:
- Calibrate machines regularly and check axis backlash.
- Use light finishing passes with higher speed and lower feed.
- Control workshop temperature to reduce thermal expansion.
- Post‑process: deburr, grind, electropolish to boost finish and corrosion resistance.
9. Avoid Common Defects in Stainless Steel CNC Machining
Fix defects proactively:
- Built‑up edge: Increase speed and use coolant.
- Chatter marks: Improve rigidity and optimize parameters.
- Burrs: Use sharp tools and optimized entry/exit angles.
- Dimensional errors: Control heat and monitor tool wear.
- Smearing: Improve lubrication and tool coating.
10. Cost Optimization for Stainless Steel CNC Machining
Lower costs without losing quality:
- Optimize material nesting to reduce waste by up to 25%.
- Standardize tools and reduce inventory variety.
- Extend tool life to lower replacement frequency.
- Use advanced CAM for efficient toolpaths and shorter cycle times.
Why Choose HLW for Your Stainless Steel CNC Machining?
HLW is a trusted provider of professional CNC machining services for stainless steel parts, with rich experience in milling, turning, drilling, threading, and precision finishing of 304, 316, 316L, 17‑4 PH, and other grades. We apply the above best practices to deliver high‑precision, stable‑quality parts with efficient production and cost‑effective solutions for medical, aerospace, automotive, and industrial applications.
For custom stainless steel CNC machining projects or inquiries, contact HLW today:
- Phone: +86 18664342076
- Email: info@helanwangsf.com