Einführung
Bei Hochleistungselektronik, Automobilsystemen, 5G-Infrastruktur und Hochleistungscomputern ist ein effektives Wärmemanagement unverzichtbar. CNC-Bearbeitung von Kühlkörpern bietet unübertroffene Präzision, Designflexibilität und schnelle Durchlaufzeiten für komplexe thermische Komponenten in kleinen bis mittleren Stückzahlen, die mit Strangpressen, Druckguss und Kaltschmieden nicht erreicht werden können. Die CNC-Bearbeitung - unterstützt durch Erodieren, 5-Achsen-Fähigkeiten und fortschrittliche Automatisierung - ist ideal für die Herstellung von Prototypen, Kleinserien und hochspezialisierten Kühlkörpern und gewährleistet optimale Wärmeableitung, enge Toleranzen und zuverlässige Leistung in unternehmenskritischen Anwendungen. HLW bietet End-to-End-Lösungen für CNC-gefertigte Kühlkörper mit professioneller DFM-Analyse, Materialexpertise und globaler Lieferung für internationale Kunden.

Warum sich die CNC-Bearbeitung bei der Herstellung von Kühlkörpern auszeichnet
Herkömmliche Massenproduktionsverfahren (Strangpressen, Druckguss, Kaltumformung) erfordern teure Werkzeuge, begrenzen die geometrische Komplexität und sind nicht flexibel genug für das Prototyping. Die CNC-Bearbeitung löst diese Probleme mit einzigartigen Vorteilen:
- Hohe Präzision und enge Toleranzen: Erhält exakte Abmessungen bis auf ±0,003 mm für perfekte Bauteilanschlüsse.
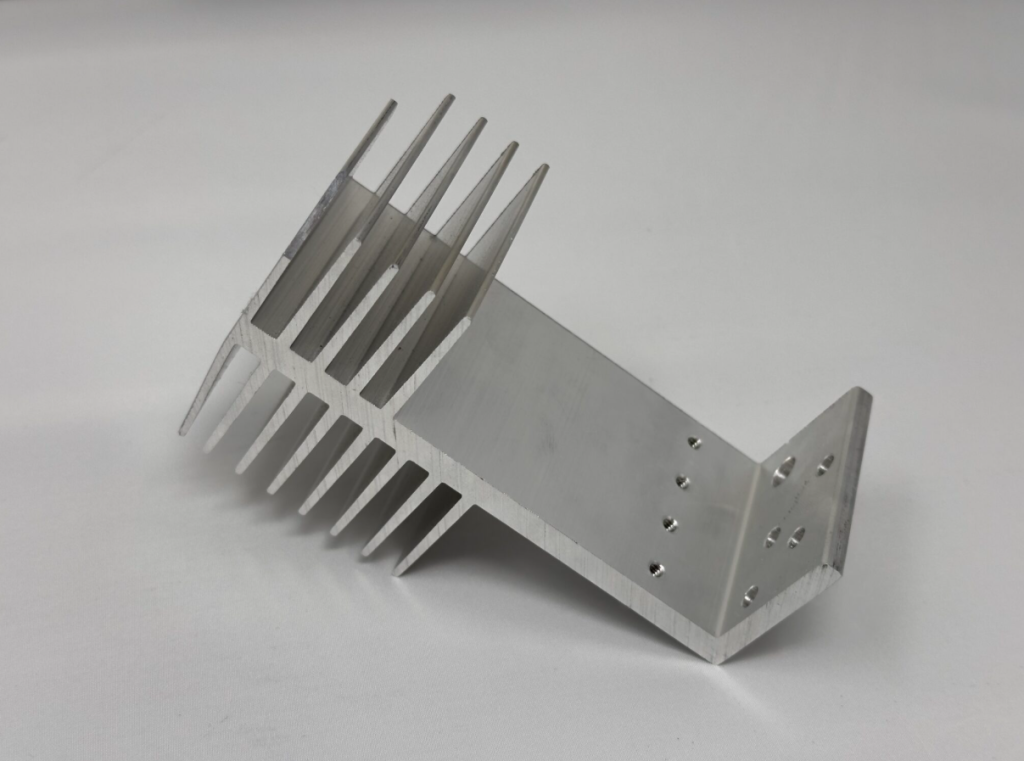
- Komplexe geometrische Freiheit: Erzeugt komplizierte Rippen, Hinterschneidungen, dünne Wände, abgestufte Böden und abgewinkelte Strukturen, die mit dem Strangpressverfahren nicht möglich sind.
- Schnelles Prototyping und Iteration: Keine kundenspezifischen Werkzeuge bedeuten kurze Vorlaufzeiten und schnelle Designanpassungen.
- Breite Materialkompatibilität: Verarbeitet Aluminium, Kupfer und Hochleistungslegierungen.
- Bereitschaft zur Automatisierung: Integriert in Roboter- und Palettensysteme für eine unbeaufsichtigte, gleichmäßige Produktion.
- Hervorragende Oberflächenbeschaffenheit: Glatte Oberflächen minimieren den Wärmewiderstand und erhöhen die Effizienz der Wärmeübertragung.
Die CNC-Bearbeitung ist auch die einzige praktikable Methode für hochspezialisierte Kühlkörper mit komplexen Formen und engen Toleranzen.
Schlüsseltechnologien für die CNC-Bearbeitung von Kühlkörpern
1. Konventionelle CNC-Bearbeitung
Die Grundlage für die Produktion von Präzisionskühlkörpern, ideal für die Rippenformung, Montagemerkmale und Oberflächenbearbeitung. Sie unterstützt die automatisierte Produktion und liefert gleichbleibende Qualität für kleine bis mittlere Chargen.
2. Elektrische Funkenerosion (EDM)
Ein berührungsloses Verfahren, bei dem das Material durch elektrische Entladungen erodiert wird, ideal für harte Metalle und Innengeometrien:
- Drahterodieren: Schneidet schmale Schlitze, dünne Rippen und präzise Konturen in Kupfer- und Aluminiumlegierungen.
- Sinker EDM: Erzeugt tiefe Hohlräume, komplexe innere Strukturen und feine Merkmale, die mit Standardwerkzeugen nicht erreichbar sind.
- Gemeinsame Vorteile: Keine Werkzeuge, hohe Genauigkeit, kurze Vorlaufzeiten für Prototypen und komplexe Teile.
3. 5-Achsen-CNC-Bearbeitung
Übertrifft die 3-Achsen-Bearbeitung mit gleichzeitiger 5-Achsen-Bewegung:
- Bearbeitet vollständig komplexe Geometrien in einer Aufspannung und reduziert so Arbeitsgänge und Fehler.
- Liefert erstklassige Oberflächenbeschaffenheiten, die für die thermische Leistung entscheidend sind.
- Verbessert die Zeiteffizienz bei hochkomplexen Projekten.
4. Horizontale Fräsmaschinen
Unverzichtbar für das Feinschlitzen, Entgraten und die Stabilität bei tiefen Schnitten:
- Stabiler Materialabtrag für gleichmäßige Lamellenstrukturen.
- Unterstützt lange Werkzeuge für tiefe Schlitze und große Werkstücke.
- Erzeugt gratfreie Kanten für sichere Handhabung und optimale Wärmeableitung.
Fertigungsautomatisierung für Wärmesenken
HLW optimiert die Kühlkörperproduktion mit Fanuc-Roboter und die Trinity AX5 Palettensystem, Freigabe:
- Unbeaufsichtigte Produktion über Nacht und am Wochenende.
- Höherer Output, weniger menschliche Fehler und bessere Flächennutzung.
- Gleichbleibende Qualität und niedrigere Stückkosten bei mittleren Auflagen.
Kritische DFM-Richtlinien für CNC-gefertigte Kühlkörper
Ein fertigungsgerechtes Design reduziert Kosten, Vorlaufzeit und Ausschuss, während die thermische Leistung erhalten bleibt. Beachten Sie diese nicht verhandelbaren Parameter:
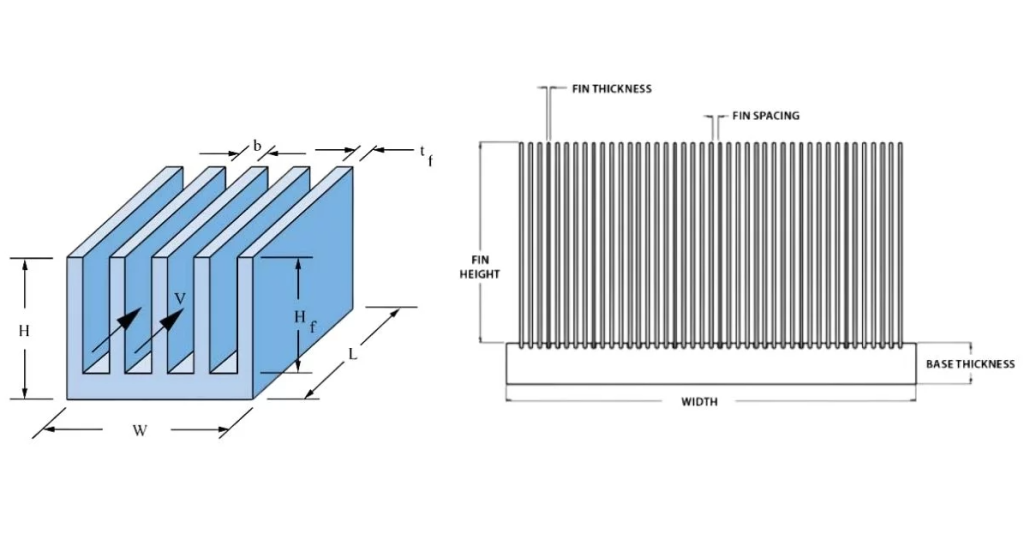
Rippen-Design-Parameter (Aluminium vs. Kupfer)
| Parameter | Aluminium Minimum | Kupfer Minimum |
|---|---|---|
| Flossendicke | ≥ 0,8 mm | ≥ 1,0 mm |
| Lamellenabstand | ≥ 1,5 mm | ≥ 1,8 mm |
| Maximales Seitenverhältnis (H/D) | ≤ 6:1 | ≤ 4:1 |
Toleranzstandards für den thermischen Wirkungsgrad
- Ebenheit der Kontaktfläche: ≤ ±0,05 mm
- Positionsgenauigkeit der Bohrung: ≤ ±0,02 mm
- Gewindetiefenkonstanz: ≤ ±0,1 mm
Zentrale DFM-Best-Practices
- Verwenden Sie Verrundungen an Innenecken, um Erodieren oder spezielle Werkzeuge zu vermeiden.
- Begrenzen Sie die Taschentiefe auf das 4fache des Werkzeugdurchmessers, um Werkzeugbrüche zu vermeiden.
- Konsolidierung von Merkmalen zur Reduzierung von Sekundärvorgängen.
- Vermeiden Sie extrem tiefe Rippen, die Vibrationen und Werkzeugverformung verursachen.
Materialauswahl: Aluminium vs. Kupfer für Kühlkörper
Bei der Materialauswahl werden Wärmeleitfähigkeit, Gewicht, Bearbeitbarkeit und Kosten gegeneinander abgewogen.
Aluminium (6061-T6 / 6063-T5)
- Wärmeleitfähigkeit: ~200-230 W/m-K
- Dichte: ~2,7 g/cm³ (leicht)
- Hervorragende Bearbeitbarkeit, geringer Werkzeugverschleiß
- Geringere Kosten, weit verbreitet für die meisten Anwendungen
Kupfer (C11000 / 99,9% rein)
- Wärmeleitfähigkeit: ~390-400 W/m-K (überlegen)
- Dichte: ~8,9 g/cm³ (3× schwerer als Aluminium)
- Schwierige Bearbeitung: Gratbildung, Werkzeuganhaftung, langsamere Vorschübe
- Am besten für Grundplatten mit hohem Wärmestrom
Hybride Entwürfe
Kombinieren Sie eine Kupferbasis (direkter Wärmekontakt) mit Aluminiumrippen (Konvektionskühlung) für optimale Leistung und Kosten. Die CNC-Bearbeitung ermöglicht eine präzise Montage durch Einpressen, thermisches Kleben oder Löten.
Oberflächenbeschichtungen und -behandlungen für thermische und ökologische Leistung
Die Nachbearbeitung verbessert die Wärmeableitung, Korrosionsbeständigkeit und Haltbarkeit:
- Eloxieren (Aluminium): Verbessert das Emissionsvermögen, die Korrosionsbeständigkeit und die dielektrische Isolierung; die schwarze Eloxierung wird für Telekommunikation und Beleuchtung bevorzugt.
- Vernickeln (Kupfer): Verhindert Oxidation und erhält die Effizienz des Wärmekontakts.
- Gebürstete / sandgestrahlte Oberflächen: Verbessert die Turbulenz des Luftstroms und die Ästhetik, ohne die Abmessungen zu verändern.
CNC-Bearbeitung vs. Strangpressen: Was ist die richtige Wahl?
| Anmeldung | CNC-Bearbeitung | Extrusion |
|---|---|---|
| Komplexe Geometrien, multidirektionale Rippen | ✅ Ideal | ❌ Begrenzt |
| Prototyping und schnelle Iteration | ✅ Am besten | Langsam (Vorlaufzeit für Werkzeuge) |
| Geringes bis mittleres Volumen (<5.000 Einheiten) | ✅ Kostengünstig | ❌ Hohe Werkzeugkosten |
| Großvolumige einfache einheitliche Profile | ❌ Höhere Kosten pro Stück | ✅ Am effizientesten |
Entscheiden Sie sich für die CNC-Bearbeitung, wenn Präzision, Individualität und Geschwindigkeit wichtiger sind als die Kosteneffizienz der Massenproduktion.
Anwendungen von CNC-gefrästen Kühlkörpern
CNC-gefräst Wärmesenken werden weltweit in der Hochleistungsindustrie eingesetzt:
- 5G-Basisstationen, Telekommunikations-RF-Module und Hochleistungsverstärker
- Kfz-Steuergeräte, EV-Wechselrichter und Batteriemanagementsysteme
- Hochleistungscomputer, CPUs und Serverkühlung
- LED-Beleuchtung, medizinische Geräte und industrielle Sensoren
Warum HLW für Ihre CNC-gefertigten Kühlkörper wählen?
HLW ist ein zuverlässiger globaler Lieferant von präzisionsgefertigten CNC-Kühlkörpern mit:
- ISO 9001, IATF 16949 zertifizierte Fertigung
- Eigene 3-Achsen, 5-Achsen, EDM und horizontales Fräsen
- Vollständige DFM-Analyse und Unterstützung bei der thermischen Auslegung
- Schnelle Angebotserstellung, 1 Tag Rapid Prototyping und 3-5 Tage Standardvorlaufzeit
- Transparente Preisgestaltung, Auftragsverfolgung in Echtzeit und globale Logistik
- Engagierter technischer Support für kundenspezifische thermische Lösungen
Aufruf zum Handeln
Erhalten Sie einen präzisen, kosteneffizienten CNC-gefrästen Kühlkörper, der auf Ihre thermischen Anforderungen zugeschnitten ist. Kontaktieren Sie HLW noch heute für ein kostenloses Angebot und eine DFM-Analyse.
- Telefon: +86 18664342076
- E-Mail: info@helanwangsf.com
- Laden Sie Ihre CAD-Dateien hoch, um sofortiges Feedback und wettbewerbsfähige Preise zu erhalten.