Giriş
Yüksek güçlü elektroniklerde, otomotiv sistemlerinde, 5G altyapısında ve yüksek performanslı bilgi işlemde, etkili termal yönetim tartışılmazdır. Isı alıcılarının CNC ile işlenmesi ekstrüzyon, basınçlı döküm ve soğuk dövmenin başaramadığı karmaşık, düşük ila orta hacimli termal bileşenler için benzersiz hassasiyet, tasarım esnekliği ve hızlı geri dönüş sağlar. Prototip oluşturma, küçük seri üretim ve son derece özel ısı alıcıları için ideal olan CNC işleme - EDM, 5 eksenli yetenekler ve gelişmiş otomasyon ile desteklenir - görev açısından kritik uygulamalarda optimum ısı dağılımı, sıkı toleranslar ve güvenilir performans sağlar. HLW, profesyonel DFM analizi, malzeme uzmanlığı ve uluslararası alıcılar için küresel teslimat ile uçtan uca CNC ile işlenmiş ısı emici çözümleri sunar.

CNC İşleme Isı Emici İmalatında Neden Öne Çıkıyor?
Geleneksel seri üretim yöntemleri (ekstrüzyon, basınçlı döküm, soğuk dövme) pahalı takımlar gerektirir, geometrik karmaşıklığı sınırlar ve prototipleme için çeviklikten yoksundur. CNC işleme bu sorunlu noktaları benzersiz avantajlarla çözer:
- Yüksek hassasiyet ve sıkı toleranslar: Mükemmel bileşen arayüzü için ±0,003 mm'ye kadar kesin boyutları korur.
- Karmaşık geometri özgürlüğü: Karmaşık kanatlar, alt kesimler, ince duvarlar, basamaklı tabanlar ve ekstrüzyonla mümkün olmayan açılı yapılar oluşturur.
- Hızlı prototipleme ve yineleme: Özel takım olmaması, kısa teslim süreleri ve hızlı tasarım ayarlamaları anlamına gelir.
- Geniş malzeme uyumluluğu: Alüminyum, bakır ve yüksek performanslı alaşımları işler.
- Otomasyon hazırlığı: Gözetimsiz, tutarlı üretim için robotik ve palet sistemleri ile entegre olur.
- Üstün yüzey kalitesi: Pürüzsüz yüzeyler termal direnci en aza indirir ve ısı transfer verimliliğini artırır.
CNC işleme aynı zamanda karmaşık şekilleri ve katı toleransları bir araya getiren son derece özel ısı alıcıları için tek uygun yöntemdir.
Isı Emiciler için Temel CNC İşleme Teknolojileri
1. Konvansiyonel CNC İşleme
Hassas ısı emici üretiminin temeli, kanatçık şekillendirme, montaj özellikleri ve yüzey bitirme için idealdir. Otomatik üretimi destekler ve küçük ila orta ölçekli partiler için tutarlı kalite sunar.
2. Elektrik Deşarjlı İşleme (EDM)
Sert metaller ve iç geometriler için mükemmel olan, elektrik deşarjları kullanarak malzemeyi aşındıran temassız bir işlem:
- Tel Erozyon: Bakır ve alüminyum alaşımlarında dar yuvaları, ince kanatları ve hassas konturları keser.
- Sinker EDM: Derin boşluklar, karmaşık iç yapılar ve standart aletlerle erişilemeyen ince özellikler oluşturur.
- Paylaşılan faydalar: Takım gerektirmez, yüksek hassasiyet, prototipler ve karmaşık parçalar için kısa teslim süreleri.
3. 5 Eksenli CNC İşleme
Eşzamanlı 5 eksenli hareket ile 3 eksenli işlemenin ötesine geçer:
- Tamamen karmaşık geometrileri tek bir kurulumda işleyerek işlemleri ve hataları azaltır.
- Termal performans için kritik öneme sahip üstün yüzey kalitesi sağlar.
- Yüksek karmaşıklıktaki projeler için zaman verimliliğini artırır.
4. Yatay Freze Makineleri
İnce kanal açma, çapak alma ve derin kesim stabilitesi için gereklidir:
- Tutarlı kanat yapıları için kararlı malzeme kaldırma.
- Derin yuvalar ve büyük iş parçaları için uzun takımları destekler.
- Güvenli kullanım ve optimum ısı dağılımı için çapaksız kenarlar üretir.
Isı Emiciler için Üretim Otomasyonu
HLW, ısı emici üretimini aşağıdakilerle optimize eder Fanuc robotları ve Trinity AX5 palet sistemi, etkinleştirilmesi:
- Gözetimsiz gece ve hafta sonu üretimi.
- Daha yüksek çıktı, daha az insan hatası ve daha iyi zemin alanı kullanımı.
- Orta ölçekli çalışmalar için tutarlı kalite ve daha düşük birim başı maliyetler.
CNC İşlenmiş Isı Emiciler için Kritik DFM Yönergeleri
Üretilebilirlik için tasarım, termal performansı korurken maliyeti, teslim süresini ve hurdayı azaltır. Pazarlık konusu olmayan bu parametreleri izleyin:
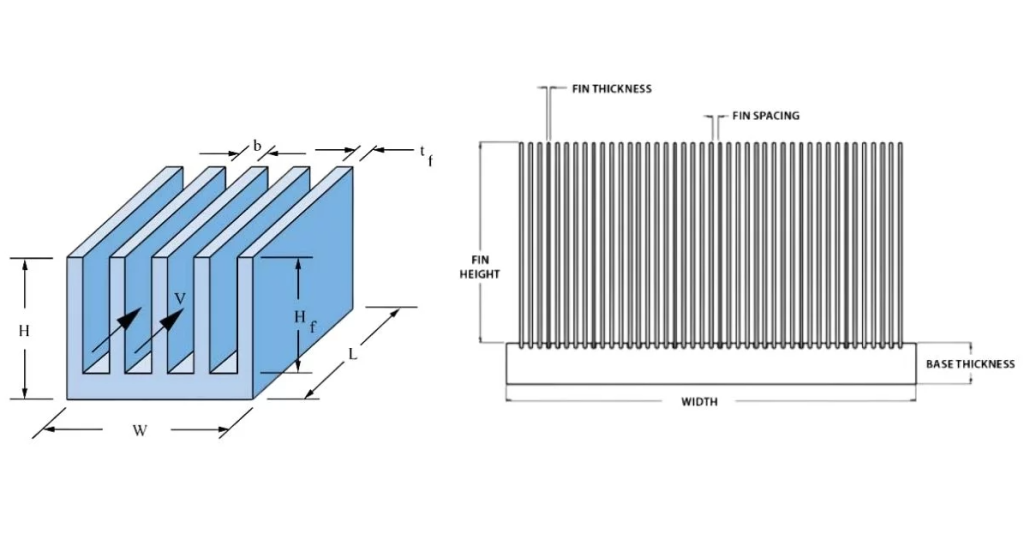
Fin Tasarım Parametreleri (Alüminyum ve Bakır)
| Parametre | Alüminyum Minimum | Bakır Minimum |
|---|---|---|
| Yüzgeç Kalınlığı | ≥ 0,8 mm | ≥ 1,0 mm |
| Yüzgeç Aralığı | ≥ 1,5 mm | ≥ 1,8 mm |
| Maksimum En Boy Oranı (Y/D) | ≤ 6:1 | ≤ 4:1 |
Termal Verimlilik için Tolerans Standartları
- Temas yüzeyi düzlüğü: ≤ ±0,05 mm
- Delik konum doğruluğu: ≤ ±0,02 mm
- Diş derinliği tutarlılığı: ≤ ±0,1 mm
Temel DFM En İyi Uygulamaları
- EDM'den veya özel takımlardan kaçınmak için iç köşelerde filetolar kullanın.
- Takım kırılmasını önlemek için cep derinliğini takım çapının 4 katı ile sınırlayın.
- İkincil işlemleri azaltmak için özellikleri birleştirin.
- Titreşime ve takım sapmasına neden olan aşırı derin kanatçıklardan kaçının.
Malzeme Seçimi: Isı Emiciler için Bakıra Karşı Alüminyum
Malzeme seçimi termal iletkenlik, ağırlık, işlenebilirlik ve maliyeti dengeler.
Alüminyum (6061-T6 / 6063-T5)
- Termal iletkenlik: ~200-230 W/m-K
- Yoğunluk: ~2,7 g/cm³ (hafif)
- Mükemmel işlenebilirlik, düşük takım aşınması
- Düşük maliyet, çoğu uygulama için yaygın olarak kullanılır
Bakır (C11000 / 99.9% saf)
- Termal iletkenlik: ~390-400 W/m-K (üstün)
- Yoğunluk: ~8,9 g/cm³ (alüminyumdan 3 kat daha ağır)
- Zor işleme: çapaklanma, takım yapışması, daha yavaş ilerleme
- Yüksek ısı akışlı taban plakaları için en iyisi
Hibrit Tasarımlar
Birleştirin bakır taban (doğrudan ısı teması) ile alüminyum kanatçıklar (konveksiyon soğutma) ile optimize edilmiş performans ve maliyet. CNC işleme, pres-fit, termal yapıştırıcı veya lehimleme yoluyla hassas montaj sağlar.
Termal ve Çevresel Performans için Yüzey İşlemleri ve Uygulamaları
İşleme sonrası finisaj ısı dağılımını, korozyon direncini ve dayanıklılığı artırır:
- Eloksal (alüminyum): Emisivite, korozyon direnci ve dielektrik izolasyonu geliştirir; telekom ve aydınlatma için siyah eloksal tercih edilir.
- Nikel kaplama (bakır): Oksidasyonu önler ve termal temas verimliliğini korur.
- Fırçalanmış / kumlanmış yüzeyler: Boyutları değiştirmeden hava akışı türbülansını ve estetiği artırır.
CNC İşleme ve Ekstrüzyon: Hangisini Seçmeli?
| Uygulama | CNC İşleme | Ekstrüzyon |
|---|---|---|
| Karmaşık geometriler, çok yönlü kanatçıklar | İdeal | Sınırlı |
| Prototipleme ve hızlı yineleme | En iyi | ❌ Yavaş (takım teslim süresi) |
| Düşük ila orta hacimli (<5.000 adet) | ✅ Uygun maliyetli | ❌ Yüksek takım maliyeti |
| Yüksek hacimli basit tek tip profiller | ❌ Daha yüksek parça başı maliyet | En verimli |
Hassasiyet, özelleştirme ve hız, seri üretim maliyet verimliliğinden daha önemli olduğunda CNC işlemeyi seçin.
CNC İşlenmiş Isı Emicilerin Uygulamaları
CNC ile işlenmiş ısı alıcıları dünya çapında yüksek performanslı endüstrilere hizmet vermektedir:
- 5G baz istasyonları, telekom RF modülleri ve yüksek watt'lı amplifikatörler
- Otomotiv ECU'ları, EV invertörleri ve batarya yönetim sistemleri
- Yüksek performanslı bilgi işlem, CPU'lar ve sunucu soğutması
- LED aydınlatma, tıbbi cihazlar ve endüstriyel sensörler
CNC İşlenmiş Isı Emicileriniz için Neden HLW'yi Seçmelisiniz?
HLW, hassas CNC ile işlenmiş ısı alıcılarının güvenilir bir küresel tedarikçisidir:
- ISO 9001, IATF 16949 sertifikalı üretim
- Şirket içi 3 eksen, 5 eksen, EDM ve yatay frezeleme yetenekleri
- Tam DFM analizi ve termal tasarım desteği
- Hızlı fiyat teklifi, 1 günlük hızlı prototipleme ve 3-5 günlük standart teslim süreleri
- Şeffaf fiyatlandırma, gerçek zamanlı sipariş takibi ve küresel lojistik
- Özel termal çözümler için özel mühendislik desteği
Harekete Geçme Çağrısı
Termal gereksinimlerinize göre uyarlanmış hassas, uygun maliyetli bir CNC işlenmiş ısı emici edinin. Ücretsiz fiyat teklifi ve DFM analizi için bugün HLW ile iletişime geçin.
- Telefon: +86 18664342076
- E-posta: info@helanwangsf.com
- Anında geri bildirim ve rekabetçi fiyatlandırma için CAD dosyalarınızı yükleyin.