Введение
В мощной электронике, автомобильных системах, инфраструктуре 5G и высокопроизводительных вычислениях эффективное терморегулирование является обязательным условием. Обработка радиаторов с ЧПУ обеспечивает непревзойденную точность, гибкость конструкции и быстрое выполнение заказа для сложных тепловых компонентов малого и среднего объема, чего не могут достичь экструзия, литье под давлением и холодная ковка. Идеально подходящая для создания прототипов, мелкосерийного производства и узкоспециализированных радиаторов, обработка с ЧПУ - при поддержке EDM, 5-осевых возможностей и передовой автоматизации - обеспечивает оптимальный теплоотвод, жесткие допуски и надежную работу в критически важных приложениях. HLW предлагает комплексные решения по изготовлению радиаторов с ЧПУ, профессиональный анализ DFM, экспертизу материалов и глобальную доставку для международных покупателей.

Почему обработка с ЧПУ занимает особое место в производстве радиаторов
Традиционные методы массового производства (экструзия, литье под давлением, холодная ковка) требуют дорогостоящей оснастки, ограничивают геометрическую сложность и не позволяют быстро создавать прототипы. Обработка с ЧПУ решает эти проблемы с уникальными преимуществами:
- Высокая точность и жесткие допуски: Сохраняет точные размеры с точностью до ±0,003 мм для идеального сопряжения компонентов.
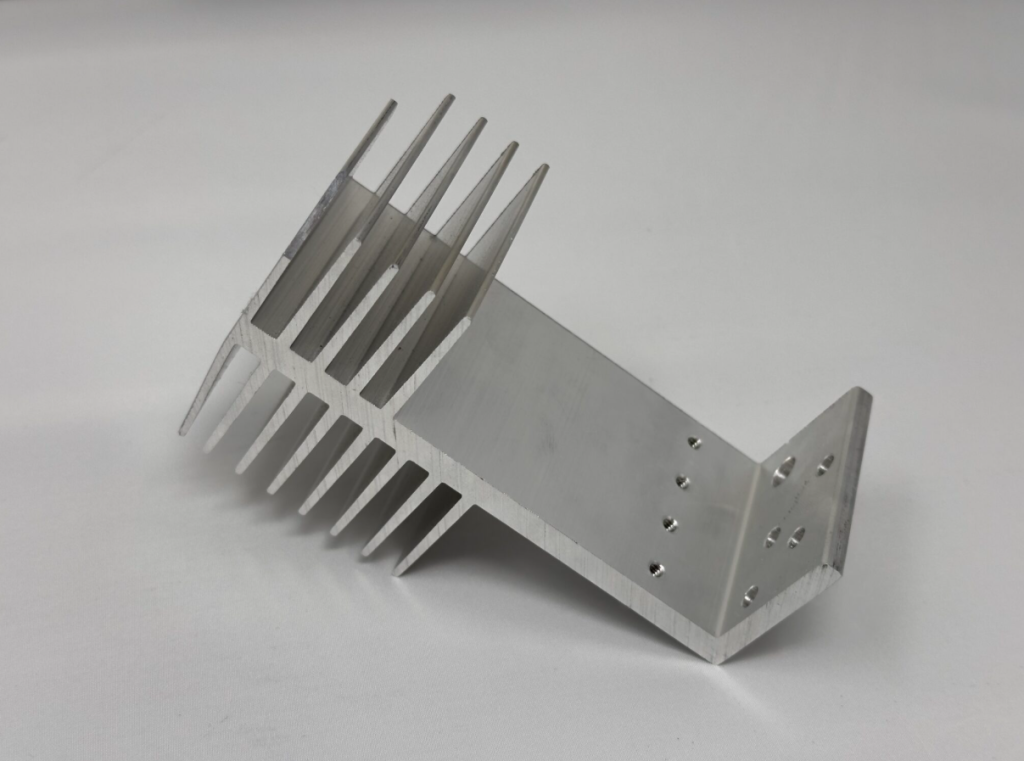
- Свобода сложной геометрии: Создает сложные ребра, вырезы, тонкие стенки, ступенчатые основания и угловые структуры, которые невозможно получить с помощью экструзии.
- Быстрое создание прототипов и итерации: Отсутствие индивидуальной оснастки означает короткие сроки изготовления и быструю корректировку конструкции.
- Широкая совместимость с материалами: Обрабатывает алюминий, медь и высокопроизводительные сплавы.
- Готовность к автоматизации: Интегрируется с робототехникой и паллетными системами для непрерывного производства без присмотра.
- Превосходная отделка поверхности: Гладкие поверхности минимизируют тепловое сопротивление и повышают эффективность теплопередачи.
Обработка с ЧПУ также является единственным возможным методом для высокоспециализированных радиаторов, сочетающих в себе сложные формы и строгие допуски.
Основные технологии обработки с ЧПУ для радиаторов
1. Обычная обработка с ЧПУ
Основа прецизионного производства радиаторов, идеальное решение для формирования ребер, монтажа элементов и финишной обработки поверхности. Он поддерживает автоматизированное производство и обеспечивает стабильное качество при изготовлении малых и средних партий.
2. Электроэрозионная обработка (EDM)
Бесконтактный процесс, при котором материал стирается с помощью электрических разрядов, идеально подходит для твердых металлов и внутренних геометрических форм:
- Проволочная электроэрозионная резка: Вырезает узкие прорези, тонкие ребра и точные контуры в медных и алюминиевых сплавах.
- ЭВМ с раковиной: Создает глубокие полости, сложные внутренние структуры и тонкие детали, недоступные для стандартных инструментов.
- Общие выгоды: Отсутствие оснастки, высокая точность, короткие сроки изготовления прототипов и сложных деталей.
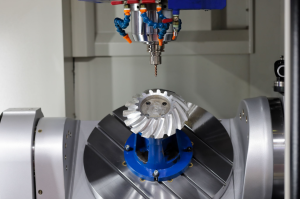
3. 5-осевая обработка с ЧПУ
Выходит за рамки 3-осевой обработки благодаря одновременному перемещению по 5 осям:
- Обработка полностью сложных геометрических форм за одну установку, что сокращает количество операций и ошибок.
- Обеспечивает высококачественную отделку поверхности, необходимую для обеспечения тепловых характеристик.
- Повышает эффективность использования времени для проектов высокой сложности.
4. Горизонтальные фрезерные станки
Незаменим для тонкого шлифования, снятия заусенцев и обеспечения стабильности глубоких пропилов:
- Стабильный съем материала для создания равномерной структуры ребер.
- Поддерживает длинные инструменты для глубоких пазов и больших заготовок.
- Края без заусенцев для безопасной работы и оптимального отвода тепла.
Автоматизация производства радиаторов
HLW оптимизирует производство радиаторов с помощью Роботы Fanuc и Система паллет Trinity AX5, включение:
- Производство без присмотра в ночное время и выходные дни.
- Повышение производительности, снижение ошибок персонала и более рациональное использование площади.
- Неизменное качество и низкие затраты на единицу продукции при средних тиражах.
Критические рекомендации по DFM для радиаторов, обрабатываемых на станках с ЧПУ
Проектирование с учетом требований технологичности позволяет снизить стоимость, время выполнения заказа и количество брака при сохранении тепловых характеристик. Следуйте этим неоспоримым параметрам:
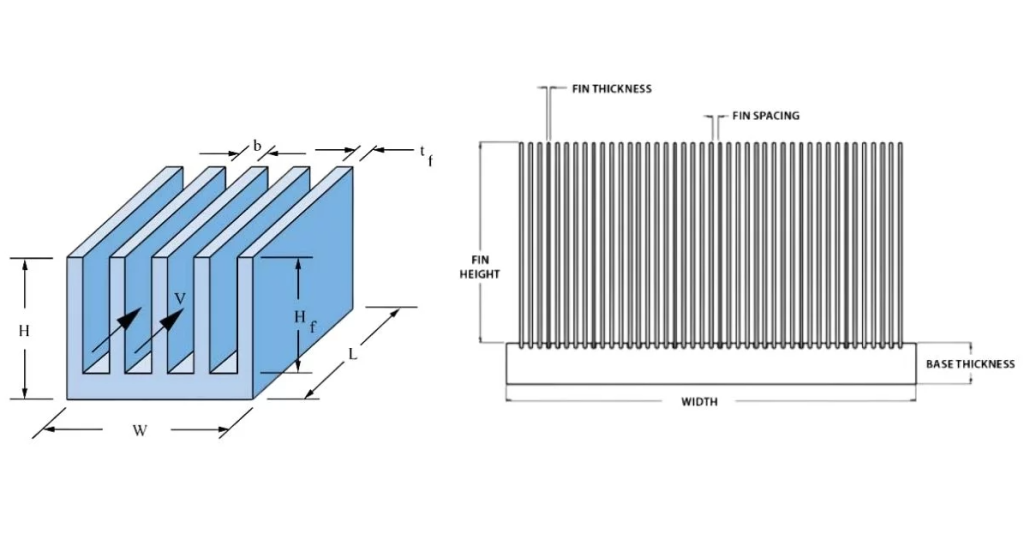
Параметры конструкции плавника (алюминий и медь)
| Параметр | Алюминий Минимум | Медный минимум |
|---|---|---|
| Толщина плавника | ≥ 0,8 мм | ≥ 1,0 мм |
| Расстояние между плавниками | ≥ 1,5 мм | ≥ 1,8 мм |
| Максимальное соотношение сторон (H/D) | ≤ 6:1 | ≤ 4:1 |
Стандарты допусков для тепловой эффективности
- Плоскостность контактной поверхности: ≤ ±0,05 мм
- Точность позиционирования отверстий: ≤ ±0,02 мм
- Постоянство глубины резьбы: ≤ ±0,1 мм
Основные передовые практики DFM
- Используйте галтели на внутренних углах, чтобы избежать применения электроэрозионной обработки или специального инструмента.
- Ограничьте глубину кармана до 4× диаметра инструмента, чтобы предотвратить его поломку.
- Консолидируйте функции, чтобы уменьшить количество второстепенных операций.
- Избегайте сверхглубоких ребер, которые вызывают вибрацию и отклонение инструмента.
Выбор материала: Алюминий и медь для радиаторов
При выборе материала учитываются такие параметры, как теплопроводность, вес, обрабатываемость и стоимость.
Алюминий (6061-T6 / 6063-T5)
- Теплопроводность: ~200-230 Вт/м-К
- Плотность: ~2,7 г/см³ (легкий)
- Отличная обрабатываемость, низкий износ инструмента
- Низкая стоимость, широкое применение для большинства приложений
Медь (C11000 / 99.9% чистая)
- Теплопроводность: ~390-400 Вт/м-К (превосходная)
- Плотность: ~8,9 г/см³ (в 3 раза тяжелее алюминия)
- Сложная обработка: образование заусенцев, налипание инструмента, медленная подача
- Лучше всего подходит для базовых плит с высоким тепловым потоком
Гибридные конструкции
Соедините медная основа (прямой тепловой контакт) с алюминиевые ребра (конвекционное охлаждение) для оптимизации производительности и стоимости. Обработка на станках с ЧПУ обеспечивает точную сборку с помощью прессовой посадки, термоклея или пайки.
Отделка и обработка поверхности для обеспечения тепловых и экологических характеристик
Финишная обработка после механической обработки улучшает теплоотвод, повышает коррозионную стойкость и долговечность:
- Анодирование (алюминий): Улучшает излучательную способность, коррозионную стойкость и диэлектрическую изоляцию; черное анодирование предпочтительно для телекоммуникаций и освещения.
- Никелирование (медь): Предотвращает окисление и сохраняет эффективность теплового контакта.
- Матовая / пескоструйная отделка: Повышает турбулентность воздушного потока и улучшает эстетику без изменения размеров.
Обработка с ЧПУ против экструзии: Что выбрать?
| Приложение | Обработка на станках с ЧПУ | Экструзия |
|---|---|---|
| Сложная геометрия, разнонаправленные ребра | ✅ Идеальный | ❌ Limited |
| Создание прототипов и быстрая итерация | ✅ Лучшее | ❌ Медленно (время изготовления инструмента) |
| Низкий и средний объем (<5 000 единиц) | ✅ Экономичность | ❌ Высокая стоимость оснастки |
| Простые унифицированные профили большого объема | ❌ Более высокая стоимость за штуку | ✅ Самый эффективный |
Выбирайте обработку с ЧПУ, когда точность, индивидуальность и скорость имеют большее значение, чем экономическая эффективность массового производства.
Области применения CNC обработанных радиаторов
CNC обработанный Теплоотводы служат для высокопроизводительных отраслей промышленности по всему миру:
- Базовые станции 5G, телекоммуникационные радиочастотные модули и мощные усилители
- Автомобильные ЭБУ, инверторы для электромобилей и системы управления аккумуляторами
- Высокопроизводительные вычисления, процессоры и охлаждение серверов
- Светодиодное освещение, медицинские приборы и промышленные датчики
Почему стоит выбрать HLW для изготовления радиаторов с ЧПУ
Компания HLW является надежным мировым поставщиком прецизионных радиаторов с ЧПУ и механической обработкой:
- Производство сертифицировано по ISO 9001, IATF 16949
- Собственный 3-осевой станок, 5-осевой, Электроэрозионная обработка и горизонтальное фрезерование
- Полный анализ DFM и поддержка теплового расчета
- Быстрые расценки, быстрое изготовление прототипов за 1 день и стандартное время выполнения заказа 3-5 дней
- Прозрачное ценообразование, отслеживание заказов в режиме реального времени и глобальная логистика
- Специализированная инженерная поддержка для индивидуальных тепловых решений
Призыв к действию
Получите точный и экономичный теплоотвод с ЧПУ, изготовленный в соответствии с вашими тепловыми требованиями. Свяжитесь с HLW сегодня, чтобы получить бесплатное предложение и анализ DFM.
- Телефон: +86 18664342076
- Электронная почта: info@helanwangsf.com
- Загрузите свои файлы CAD, чтобы получить мгновенную обратную связь и конкурентоспособные цены.