はじめに
ハイパワーエレクトロニクス、自動車システム、5Gインフラ、高性能コンピューティングでは、効果的な熱管理は譲れない。. ヒートシンクのCNC加工 は、押出成形、ダイカスト、冷間鍛造では実現できない、複雑で少量から中量のサーマルコンポーネント向けに、比類のない精度、設計の柔軟性、迅速な納期を提供します。試作、少量生産、高度に特殊なヒートシンクに理想的なCNC機械加工は、EDM、5軸機能、高度な自動化によってサポートされ、ミッションクリティカルな用途で最適な放熱、厳しい公差、信頼性の高い性能を保証します。HLWは、専門的なDFM分析、材料に関する専門知識、国際的なバイヤーのためのグローバルデリバリーにより、エンドツーエンドのCNC機械加工ヒートシンクソリューションを提供します。.

ヒートシンク製造においてCNC加工が際立つ理由
従来の大量生産方法(押出、ダイキャスト、冷間鍛造)は、高価な金型を必要とし、幾何学的な複雑さが制限され、プロトタイピングのための敏捷性に欠ける。CNCマシニングは、ユニークな利点で、これらのペインポイントを解決します:
- 高精度と厳しい公差:0.003mmまでの正確な寸法を維持し、完璧なコンポーネントインターフェーシングを実現。.
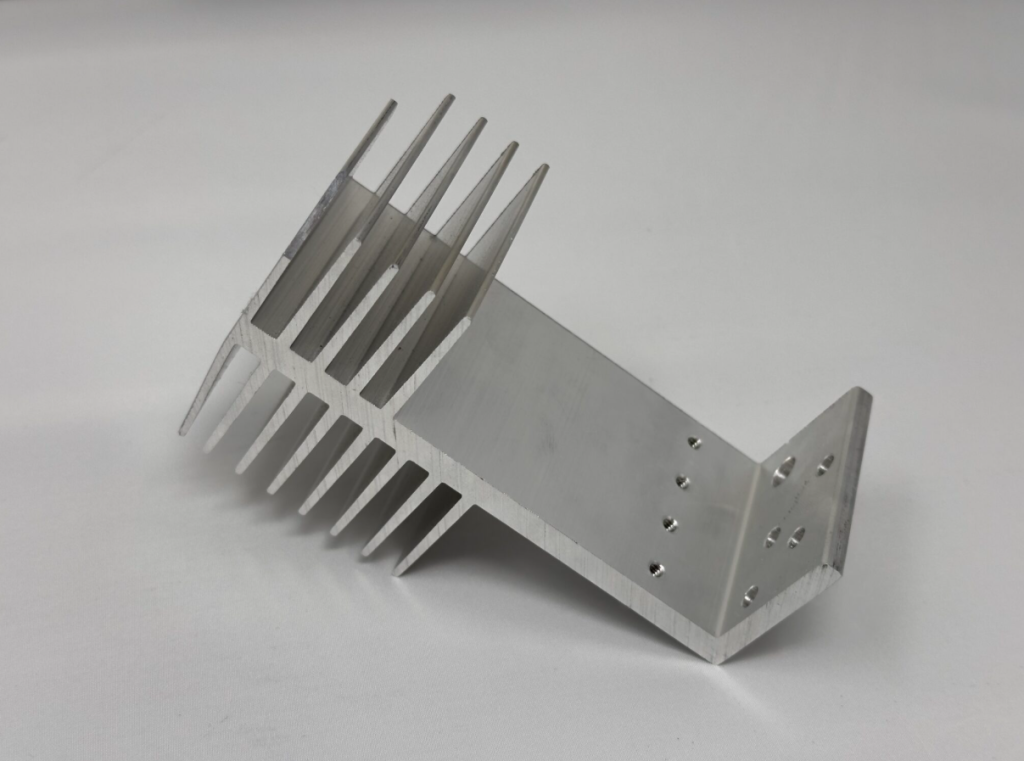
- 複雑な形状の自由度:押し出し成形では不可能な複雑なフィン、アンダーカット、薄い壁、段差のある底面、角度のある構造を作成できます。.
- ラピッドプロトタイピングと反復:カスタム金型が不要なため、リードタイムが短く、迅速な設計調整が可能です。.
- 幅広い材料適合性:アルミニウム、銅、高性能合金の加工。.
- オートメーションの準備:ロボットやパレットシステムとの統合により、無人で安定した生産が可能。.
- 優れた表面仕上げ:滑らかな表面は熱抵抗を最小限に抑え、熱伝達効率を高める。.
また、複雑な形状と厳しい公差を組み合わせた高度に特殊なヒートシンクには、CNC加工が唯一の実行可能な方法である。.
ヒートシンクの主要CNC加工技術
1.従来のCNC加工
精密ヒートシンク製造の基盤であり、フィン成形、実装機能、表面仕上げに最適。自動生産に対応し、小ロットから中ロットまで安定した品質を提供します。.
2.放電加工(EDM)
放電を利用して材料を侵食する非接触プロセスで、硬い金属や内部形状に最適:
- ワイヤ放電加工:銅やアルミニウム合金の狭い溝、薄いフィン、精密な輪郭を切削。.
- シンカー放電加工機:標準的な工具では不可能な深いキャビティ、複雑な内部構造、微細な形状を形成します。.
- 共通のメリット:工具不要、高精度、プロトタイプや複雑な部品のリードタイムが短い。.
3.5軸CNC加工
同時5軸移動で3軸加工を超える:
- 1回のセットアップで複雑な形状を加工できるため、操作やミスを減らすことができます。.
- 熱性能に重要な高級表面仕上げを実現。.
- 複雑性の高いプロジェクトの時間効率を改善します。.
4.横フライス盤
フィンスロッティング、バリ取り、ディープカットの安定性に不可欠:
- 安定したフィン構造のための安定した材料除去.
- 深い溝や大きなワーク用の長い工具に対応。.
- 安全な取り扱いと最適な熱放散のために、バリのないエッジを生成します。.
ヒートシンクの製造自動化
HLWは、ヒートシンクの製造を以下の方法で最適化している。 ファナックロボット そして トリニティAX5パレットシステム, 可能にする:
- 夜間および週末の無人生産。.
- 生産量の増加、ヒューマンエラーの減少、フロアスペースの有効利用。.
- 安定した品質と、中規模生産における単位当たりのコスト削減。.
CNC機械加工ヒートシンクの重要なDFMガイドライン
製造性を考慮した設計は、熱性能を維持しながら、コスト、リードタイム、スクラップを削減します。これらの譲れないパラメータに従ってください:
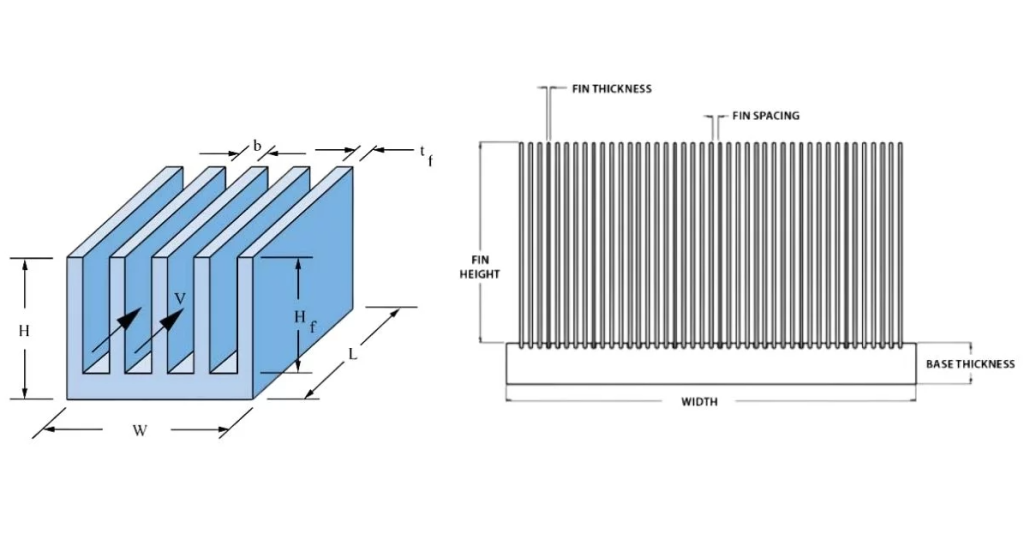
フィン設計パラメータ(アルミニウムと銅の比較)
| パラメータ | アルミニウム・ミニマム | 銅の最小値 |
|---|---|---|
| フィンの厚さ | ≥ 0.8 mm | ≥ 1.0 mm |
| フィンの間隔 | ≥ mm | ≥ 1.8 mm |
| 最大アスペクト比(H/D) | ≤ 6:1 | ≤ 4:1 |
熱効率の公差基準
- 接触面の平坦度:≦±0.05 mm
- 穴位置精度:≤ ±0.02 mm
- スレッド深さの一貫性:≤ ±0.1 mm
コアDFMベストプラクティス
- 放電加工や特殊工具を避けるため、内角にはフィレットを使用する。.
- 工具の破損を防ぐため、ポケットの深さは工具径の4倍以内にしてください。.
- 機能を統合し、二次的な操作を減らす。.
- 振動や工具のたわみの原因となる極端に深いフィンは避ける。.
材料の選択:ヒートシンクのアルミニウムと銅の比較
材料の選択は、熱伝導率、重量、加工性、コストのバランスをとる。.
アルミニウム(6061-T6 / 6063-T5)
- 熱伝導率:~200~230W/m・K
- 密度:~2.7g/cm³(軽量)
- 優れた加工性、低い工具摩耗
- 低コストで、ほとんどの用途に広く使用されている
銅(C11000/純度99.9%)
- 熱伝導率:~390~400W/m・K(優れる)
- 密度:~8.9g/cm³(アルミニウムより3倍重い)
- 困難な加工:バリ、工具の固着、送りの低下
- 高熱流束ベースプレートに最適
ハイブリッド・デザイン
を組み合わせる。 銅ベース (直接の熱接触)と アルミフィン (対流冷却)により、性能とコストを最適化。CNC機械加工により、圧入、熱接着、ろう付けによる精密な組み立てが可能です。.
熱と環境性能のための表面仕上げと処理
機械加工後の仕上げは、放熱性、耐食性、耐久性を高める:
- 陽極酸化処理(アルミニウム):放射率、耐食性、絶縁性を向上させ、電気通信や照明には黒アルマイトが好ましい。.
- ニッケルめっき(銅):酸化を防ぎ、熱接触効率を維持する。.
- ブラッシュ仕上げ/サンドブラスト仕上げ:寸法を変えることなく、エアフローの乱流と美観を向上。.
CNC機械加工と押出成形:どちらを選ぶべきか?
| 申し込み | CNC加工 | 押出 |
|---|---|---|
| 複雑な形状、多方向フィン | 理想的 ✅ 理想的 | 限定 |
| プロトタイピングと高速反復 | ベスト | 遅い(金型リードタイム) |
| 低~中ボリューム(5,000台未満) | ✅ 費用対効果 | ❌ 工具コストが高い |
| 大容量のシンプルな均一プロファイル | ❌ 1個当たりのコストが高い | ✅ 最も効率的 |
大量生産のコスト効率よりも、精度、カスタマイズ、スピードが重要な場合は、CNC加工をお選びください。.
CNCヒートシンクの用途
CNC加工 ヒートシンクは世界中の高性能産業に貢献しています:
- 5G基地局、通信RFモジュール、高ワットアンプ
- 車載ECU、EVインバーター、バッテリー・マネジメント・システム
- 高性能コンピューティング、CPU、サーバー冷却
- LED照明、医療機器、産業用センサー
CNC加工ヒートシンクにHLWを選ぶ理由
HLWは、精密CNC加工ヒートシンクの信頼できるグローバルサプライヤーです:
- ISO9001、IATF16949認証取得製造業
- 社内3軸、, 5軸, EDM、水平フライス加工
- 完全なDFM解析と熱設計サポート
- 迅速な見積もり、1日のラピッドプロトタイピング、3~5日の標準リードタイム
- 透明な価格設定、リアルタイムの注文追跡、グローバル・ロジスティクス
- カスタムサーマルソリューションのための専用エンジニアリングサポート
行動への呼びかけ
お客様の熱要件に合わせた、精密で費用対効果の高いCNC機械加工ヒートシンクをお求めください。無料見積もりとDFM分析については、今すぐHLWにお問い合わせください。.
- 電話: +86 18664342076
- 電子メールinfo@helanwangsf.com
- CADファイルをアップロードすると、即座にフィードバックと競争力のある価格が得られます。.