مقدمه
در الکترونیک توان بالا، سیستمهای خودرویی، زیرساختهای 5G و رایانش با کارایی بالا، مدیریت حرارتی مؤثر غیرقابل مذاکره است. ماشینکاری CNC هیتسینکها دقت بینظیر، انعطافپذیری در طراحی و زمان تحویل کوتاه را برای قطعات حرارتی پیچیده با حجم کم تا متوسط که با اکستروژن، ریختهگری تحت فشار (دایکاستینگ) و آهنگری سرد قابل دستیابی نیستند، فراهم میکند. عالی برای نمونهسازی، تولید دستهای کوچک و هیتسینکهای بسیار تخصصی، ماشینکاری CNC — با پشتیبانی از EDM، قابلیتهای پنجمحوره و اتوماسیون پیشرفته — حداکثر دفع حرارت، تلرانسهای دقیق و عملکرد قابلاعتماد را در کاربردهای حیاتی تضمین میکند. HLW راهحلهای جامع هیتسینک ماشینکاریشده CNC را با تحلیل حرفهای DFM، تخصص در مواد و تحویل جهانی برای خریداران بینالمللی ارائه میدهد.

چرا ماشینکاری CNC برای تولید هیتسینک برجسته است
روشهای سنتی تولید انبوه (اکستروژن، ریختهگری تحت فشار، آهنگری سرد) به ابزارهای گرانقیمت نیاز دارند، پیچیدگی هندسی را محدود میکنند و در نمونهسازی انعطافپذیری لازم را ندارند. ماشینکاری CNC این مشکلات را با مزایای منحصربهفردی حل میکند:
- دقت بالا و تلرانسهای کمابعاد را تا ±0.003 میلیمتر با دقت حفظ میکند تا قطعات بهطور کامل با هم منطبق شوند.
- آزادی هندسه پیچیده: ایجاد پرههای پیچیده، برشهای زیرین، دیوارهای نازک، پایههای پلهای و سازههای زاویهدار که با اکستروژن امکانپذیر نیستند.
- پروتوتایپسازی سریع و تکراربدون ابزارسازی سفارشی به معنای زمانهای تحویل کوتاه و تغییرات سریع در طراحی است.
- سازگاری گسترده با موادآلومینیوم، مس و آلیاژهای با کارایی بالا را فرآوری میکند.
- آمادگی برای اتوماسیونبا سیستمهای رباتیک و پالتسازی برای تولید مداوم و بدون نیاز به نظارت ادغام میشود.
- پایانکاریهای سطحی ممتازسطوح صاف مقاومت حرارتی را به حداقل میرسانند و بازده انتقال حرارت را افزایش میدهند.
ماشینکاری CNC همچنین تنها روش قابل اجرا برای هیتسینکهای بسیار تخصصی است که اشکال پیچیده و تلرانسهای سخت را ترکیب میکنند.
فناوریهای کلیدی ماشینکاری CNC برای هیتسینکها
۱. ماشینکاری CNC متعارف
پایه تولید دقیق هیتسینک، ایدهآل برای شکلدهی پرهها، ویژگیهای نصب و پرداخت سطح. این سیستم از تولید خودکار پشتیبانی کرده و کیفیت ثابتی را برای دستههای کوچک تا متوسط فراهم میکند.
۲. ماشینکاری با تخلیه الکتریکی (EDM)
فرآیندی بدون تماس که با استفاده از تخلیههای الکتریکی ماده را فرسایش میدهد، ایدهآل برای فلزات سخت و هندسههای داخلی:
- برش الکتریکی با سیمبرش شکافهای باریک، پرههای نازک و خطوط دقیق در آلیاژهای مس و آلومینیوم.
- ایدیام سنکر: حفرههای عمیق، ساختارهای داخلی پیچیده و ویژگیهای ظریفی را ایجاد میکند که با ابزارهای استاندارد قابل دسترسی نیستند.
- مزایای مشترکبدون ابزارسازی، دقت بالا، زمان تحویل کوتاه برای نمونههای اولیه و قطعات پیچیده.
۳. ماشینکاری CNC پنجمحوره
فراتر از ماشینکاری سهمحوره با حرکت همزمان پنجمحوره:
- در یک پیکربندی، هندسههای کاملاً پیچیده را پردازش میکند و عملیات و خطاها را کاهش میدهد.
- پایانکاریهای سطحی ممتاز را که برای عملکرد حرارتی حیاتی هستند، ارائه میدهد.
- کارایی زمانی را برای پروژههای با پیچیدگی بالا بهبود میبخشد.
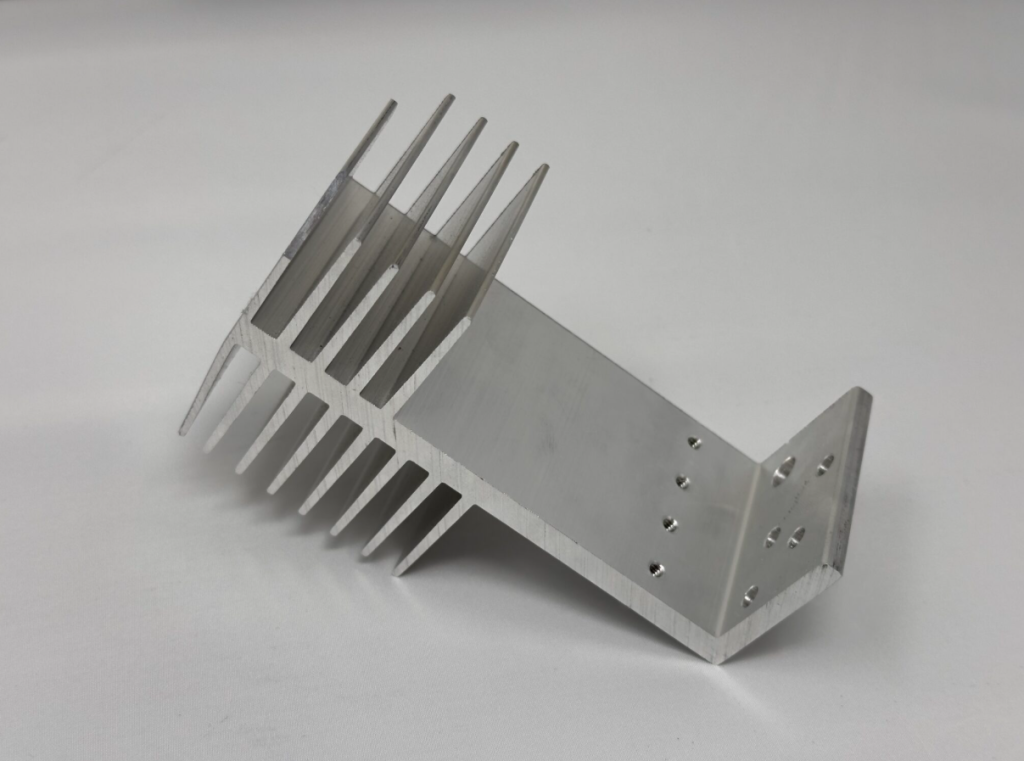
۴. ماشینهای فرز افقی
ضروری برای شکافزنی باله، زدودن پرز و پایداری در برشهای عمیق:
- برداشتن مواد پایدار برای ساختارهای پرهٔ یکنواخت.
- از ابزارهای بلند برای شکافهای عمیق و قطعات کار بزرگ پشتیبانی میکند.
- لبههایی بدون زگیل تولید میکند برای جابجایی ایمن و دفع بهینه حرارت.
اتوماسیون ساخت برای هیتسینکها
HLW تولید هیتسینک را با ... بهینهسازی میکند رباتهای فاناتسو و سیستم پالت Trinity AX5, ، فعالسازی:
- تولید شبانهروزی و آخر هفته بدون نظارت.
- افزایش خروجی، کاهش خطای انسانی و استفاده بهینهتر از فضای کف.
- کیفیت پایدار و هزینههای کمتر به ازای هر واحد برای تیراژهای متوسط.
دستورالعملهای حیاتی DFM برای هیتسینکهای ماشینکاریشده با CNC
طراحی برای قابلیت ساخت، هزینه، زمان تحویل و ضایعات را کاهش میدهد و در عین حال عملکرد حرارتی را حفظ میکند. این پارامترهای غیرقابل مذاکره را دنبال کنید:
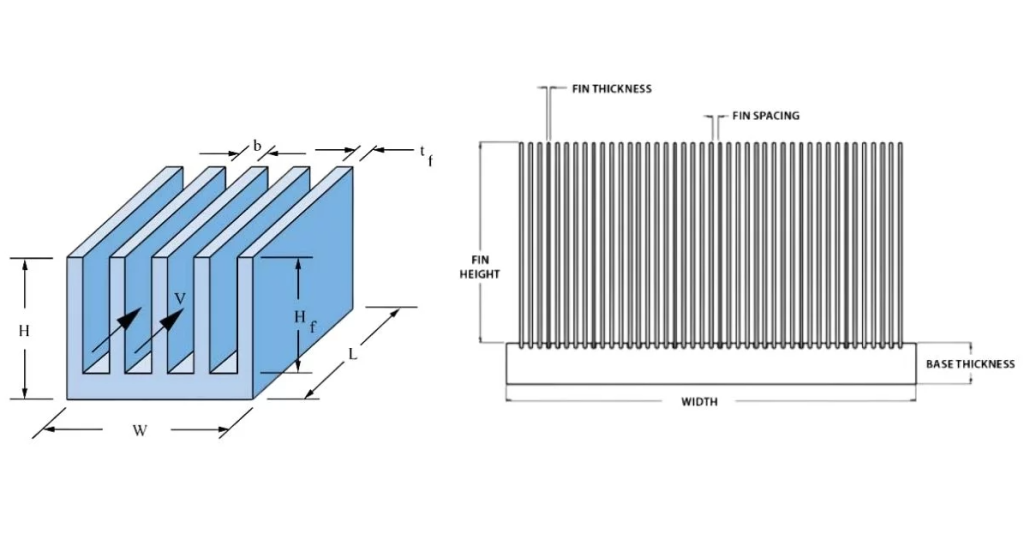
پارامترهای طراحی باله (آلومینیوم در مقابل مس)
| پارامتر | حداقل آلومینیوم | حداقل مس |
|---|---|---|
| ضخامت باله | ≥ ۰.۸ میلیمتر | ≥ ۱.۰ میلیمتر |
| فاصلهٔ بالهها | ≥ ۱.۵ میلیمتر | ≥ ۱.۸ میلیمتر |
| حداکثر نسبت ابعاد (ارتفاع به قطر) | ≤ ۶:۱ | ≤ ۴:۱ |
استانداردهای تحمل برای کارایی حرارتی
- صافی سطح تماس: ≤ ±0.05 میلیمتر
- دقت موقعیت سوراخ: ≤ ±0.02 میلیمتر
- تطبیق عمق نخ: ≤ ±0.1 میلیمتر
بهترین شیوههای DFM هستهای
- برای جلوگیری از EDM یا ابزارسازی ویژه، در گوشههای داخلی از فیلتها استفاده کنید.
- عمق حفره را به ۴ برابر قطر ابزار محدود کنید تا از شکستن ابزار جلوگیری شود.
- ویژگیها را یکپارچه کنید تا عملیات ثانویه کاهش یابد.
- از پرههای فوقالعاده عمیق که باعث لرزش و انحراف ابزار میشوند، اجتناب کنید.
انتخاب جنس: آلومینیوم در مقابل مس برای هیتسینکها
انتخاب جنس، هدایت حرارتی، وزن، قابلیت ماشینکاری و هزینه را متعادل میکند.
آلومینیوم (۶۰۶۱-T6 / ۶۰۶۳-T5)
- هدایت گرمایی: ~۲۰۰–۲۳۰ وات بر متر بر کلوین
- چگالی: ~۲.۷ گرم بر سانتیمتر مکعب (سبک)
- فرآوری ماشینکاری عالی، سایش کم ابزار
- هزینه کمتر، کاربرد گسترده در اکثر موارد
مس (C11000 / خالص 99.9%)
- هدایت حرارتی: ~۳۹۰–۴۰۰ وات بر متر بر کلوین (برتر)
- چگالی: ~۸٫۹ گرم بر سانتیمتر مکعب (۳ برابر سنگینتر از آلومینیوم)
- ماشینکاری دشوار: پرزهگیری، چسبیدن ابزار، سرعتهای تغذیه کندتر
- بهترین برای صفحات پایه با جریان گرمایی بالا
طرحهای ترکیبی
یک را ترکیب کنید پایه مسی (تماس حرارتی مستقیم با) پرههای آلومینیومی (خنککاری همرفتی) برای بهینهسازی عملکرد و هزینه. ماشینکاری CNC امکان مونتاژ دقیق از طریق پرسفیت، چسب حرارتی یا لحیمکاری را فراهم میکند.
پایانکاریها و عملیات سطحی برای عملکرد حرارتی و محیطی
پایانکاری پس از ماشینکاری، دفع حرارت، مقاومت در برابر خوردگی و دوام را بهبود میبخشد:
- آنودایزینگ (آلومینیوم): ضریب انتشار، مقاومت در برابر خوردگی و عایق دیالکتریک را بهبود میبخشد؛ آنودایزینگ سیاه برای مخابرات و روشنایی ترجیح داده میشود.
- نیکلکاری (روی)از اکسیداسیون جلوگیری کرده و کارایی تماس حرارتی را حفظ میکند.
- پایانکاریهای برسخورده / شاتبلستشده: افزایش آشفتگی جریان هوا و زیباییشناسی بدون تغییر ابعاد.
ماشینکاری CNC در مقابل اکستروژن: کدام را انتخاب کنیم؟
| کاربرد | ماشینکاری CNC | اکستروژن |
|---|---|---|
| هندسههای پیچیده، پرههای چندجهته | ✅ ایدهآل | ❌ محدود |
| پروتوتایپسازی و تکرار سریع | ✅ بهترین | ❌ کند (زمان تأمین ابزار) |
| حجم کم تا متوسط (<۵۰۰۰ واحد) | ✅ مقرونبهصرفه | ❌ هزینهٔ بالای ابزارسازی |
| پروفایلهای ساده و یکنواخت با حجم بالا | ❌ هزینهٔ بالاتر به ازای هر قطعه | ✅ کارآمدترین |
وقتی دقت، سفارشیسازی و سرعت مهمتر از صرفهجویی در هزینه تولید انبوه هستند، ماشینکاری CNC را انتخاب کنید.
کاربردهای هیتسینکهای ماشینکاریشده با CNC
ماشینکاری شده با سیانسی هیتسینکها به صنایع با کارایی بالا در سراسر جهان خدمت میکنند:
- ایستگاههای پایه 5G، ماژولهای RF مخابراتی و تقویتکنندههای پرقدرت
- واحدهای کنترل الکترونیکی خودرو، اینورترهای خودروهای الکتریکی و سیستمهای مدیریت باتری
- محاسبات با کارایی بالا، پردازندهها و خنکسازی سرور
- نورپردازی LED، دستگاههای پزشکی و حسگرهای صنعتی
چرا برای هیتسینکهای ماشینکاریشده با CNC، HLW را انتخاب کنیم؟
HLW یک تأمینکنندهٔ جهانی و مورد اعتماد در زمینهٔ هیتسینکهای دقیق ماشینکاریشده با فناوری CNC است:
- تولید دارای گواهینامه ISO 9001 و IATF 16949
- سهمحوره داخلی،, پنجمحوره, ، EDM و قابلیتهای فرزکاری افقی
- پشتیبانی کامل تحلیل DFM و طراحی حرارتی
- استعلام قیمت سریع، نمونهسازی سریع یکروزه و زمان تحویل استاندارد ۳ تا ۵ روزه
- قیمتگذاری شفاف، ردیابی سفارش در زمان واقعی و لجستیک جهانی
- پشتیبانی مهندسی اختصاصی برای راهحلهای حرارتی سفارشی
فراخوان به اقدام
یک هیتسینک CNC دقیق و مقرونبهصرفه را متناسب با نیازهای حرارتی خود تهیه کنید. برای دریافت پیشفاکتور رایگان و تحلیل DFM همین امروز با HLW تماس بگیرید.
- تلفن: +86 18664342076
- ایمیل: info@helanwangsf.com
- فایلهای CAD خود را برای دریافت بازخورد فوری و قیمتگذاری رقابتی آپلود کنید.