Giriş
Yüksək güc elektronikasinda, avtomobil sistemlərində, 5G infrastrukturunda və yüksək performanslı hesablama sistemlərində effektiv istilik idarəçiliyi danışıqsızdır. İstilik yayıcıların CNC emalı ekstrüzyon, kalıplama və soyuq döymə üsulları ilə əldə edilə bilməyən mürəkkəb, aşağıdan orta həcmli termal komponentlər üçün misilsiz dəqiqlik, dizayn çevikliyi və sürətli icra təmin edir. Prototip hazırlama, kiçik partiyalı istehsal və yüksək ixtisaslı istilik yayıcıları üçün ideal olan CNC emalı — EDM, 5 oxlu imkanlar və qabaqcıl avtomatlaşdırma dəstəyi ilə — optimal istilik yayılmasını, sıx dözümlükləri və kritik tətbiqlərdə etibarlı performansı təmin edir. HLW beynəlxalq alıcılar üçün peşəkar DFM analizi, material bilikləri və qlobal çatdırılma ilə başdan-son CNC emal olunmuş istilik yayıcıları həlləri təqdim edir.

Niyə CNC emal istilik yayıcı istehsalında üstün tutulur
Ənənəvi kütləvi istehsal üsulları (ekstrüzya, die casting, soyuq döymə) bahalı qəliblər tələb edir, geometrik mürəkkəbliyi məhdudlaşdırır və prototip hazırlamaqda çeviklikdən məhrumdur. CNC emalı bu problemləri unikal üstünlüklərlə həll edir:
- Yüksək dəqiqlik və sıx dözümlüklərKomponentlərin mükəmməl birləşməsi üçün ±0,003 mm-ə qədər dəqiq ölçüləri qoruyur.
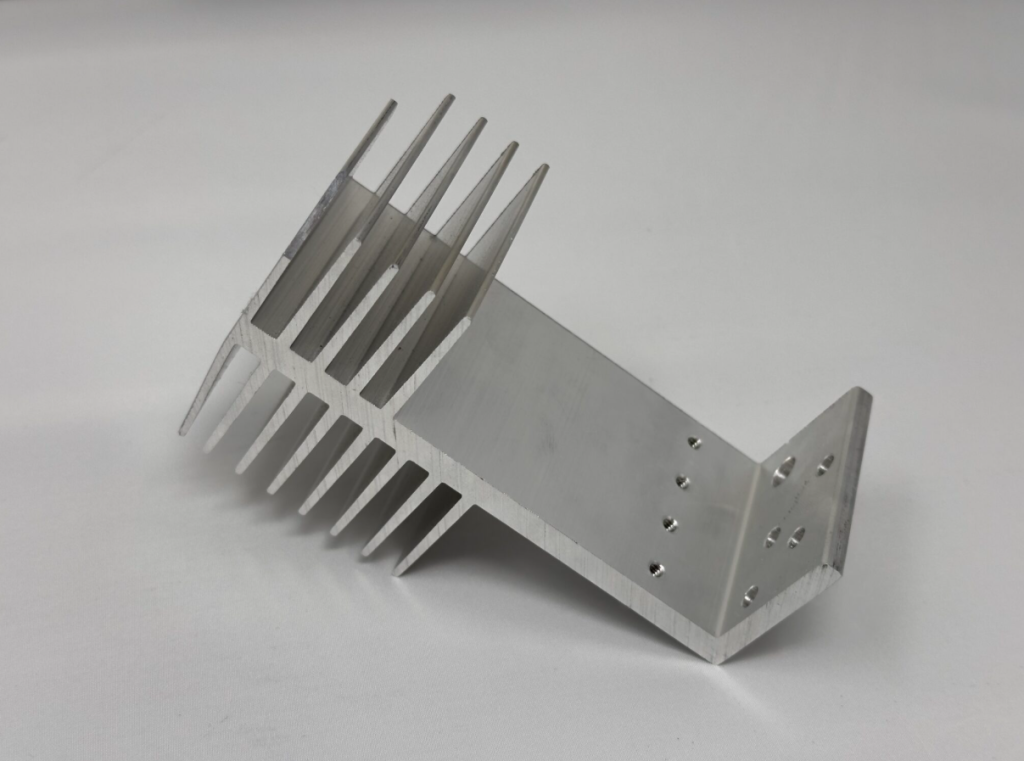
- Mürəkkəb geometriyanın azadlığıEkstruziya ilə mümkün olmayan mürəkkəb üzəklər, alt kəsiklər, nazik divarlar, pilləli bazalar və bucaqlı strukturlar yaradır.
- Sürətli prototipləşdirmə və iterasiyaFərdi alətlərin olmaması qısa icra müddətləri və dizaynda sürətli düzəlişlər deməkdir.
- Geniş material uyğunluğuAlüminiumu, misi və yüksək performanslı ərintiləri emal edir.
- Avtomatlaşdırmaya hazırlıq: Robotika və palet sistemləri ilə inteqrasiya olunaraq nəzarətsiz, davamlı istehsal təmin edir.
- Yüksək səviyyəli səth bitirmələriSəvri səthlər termal müqaviməti minimuma endirir və istilik ötürmə səmərəliliyini artırır.
CNC emalı həmçinin mürəkkəb formaları və ciddi toleransları birləşdirən yüksək ixtisaslaşmış istilik yayıcıları üçün yeganə praktik üsuldur.
İstilik yayıcılar üçün əsas CNC emal texnologiyaları
1. Ənənəvi CNC emalı
Dəqiq istilik borusu istehsalının əsasını təşkil edir, qıvrım formalaşdırma, montaj xüsusiyyətləri və səth bitirmə üçün idealdır. Avtomatlaşdırılmış istehsalı dəstəkləyir və kiçikdən orta həcmli partiyalar üçün sabit keyfiyyət təmin edir.
2. Elektrik boşalması ilə emal (EDM)
Elektrik boşalmaları vasitəsilə materialı aşındıran, sərt metallar və daxili geometriyalar üçün mükəmməl kontaktdan azad proses:
- Tel EDMMis və alüminium ərintilərində dar yarıqlar, nazik qanadcıqlar və dəqiq konturlar kəsir.
- Sinker EDMStandart alətlərlə əlçatmaz dərin boşluqlar, mürəkkəb daxili strukturlar və incə detallar yaradır.
- Ortak faydalarAlət tələb olunmur, yüksək dəqiqlik, prototiplər və mürəkkəb hissələr üçün qısa hazırlıq müddəti.
3. 5-Oxlu CNC emalı
Sinxron 5 oxlu hərəkətlə 3 oxlu emaldan daha irəli gedir:
- Bir təchizatda tam mürəkkəb həndəsələri emal edir, əməliyyatları və səhvləri azaldır.
- İstilik performansında kritik rol oynayan premium səth bitirmələrini təmin edir.
- Yüksək mürəkkəblik tələb edən layihələrdə vaxt səmərəliliyini artırır.
4. Üfüqi freze maşınları
Qanad yarıqlarının kəsilməsi, paslanmanın aradan qaldırılması və dərin kəsmə sabitliyi üçün vacibdir:
- Sabit material çıxarılması ilə ardıcıl qanad strukturları.
- Dərin yarıqlar və iri iş parçaları üçün uzun alətləri dəstəkləyir.
- Təhlükəsiz işləmə və optimal istilik yayılması üçün dişsiz kənarlar yaradır.
İstilik yayıcılar üçün istehsalat avtomatlaşdırılması
HLW istilik yayıcı istehsalını ilə optimallaşdırır Fanuc robotları və Trinity AX5 palet sistemi, aktivləşdirir:
- Gecə və həftəsonu nəzarətsiz istehsal.
- Daha yüksək məhsuldarlıq, azaldılmış insan xətası və daha yaxşı sahə istifadəsi.
- Orta həcmli tirajlar üçün sabit keyfiyyət və vahid başına daha aşağı xərclər.
CNC ilə işlənmiş istilik yayıcılar üçün kritik DFM təlimatları
İstehsal üçün dizayn xərcləri, icra müddətini və tullantıları azaldır, eyni zamanda termal performansı qoruyur. Bu danışıq edilməyən parametrlərə riayət edin:
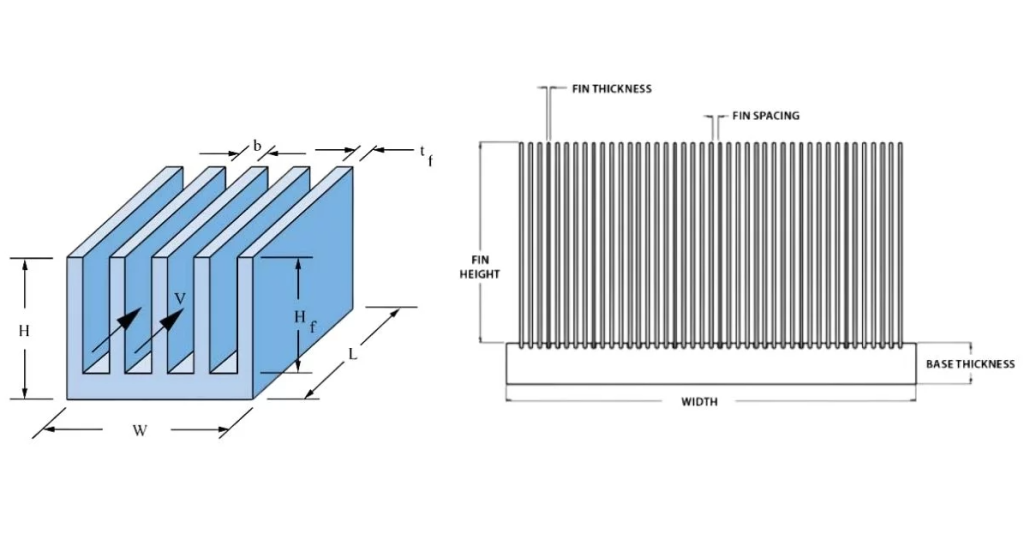
Fin dizayn parametrləri (Alüminium vs. Mis)
| Parametr | Alüminium minimum | Mis minimumu |
|---|---|---|
| Fin qalınlığı | ≥ 0,8 mm | ≥ 1.0 mm |
| Fin aralığı | 1,5 mm-dən ≥ | 1,8 mm-dən ≥ |
| Maksimum aspekt nisbəti (H/D) | 6:1-ə qədər | 4:1-ə qədər |
İstilik səmərəliliyi üçün dözümlülük standartları
- Əlaqə səthinin düzlüyü: ≤ ±0,05 mm
- Dəlik mövqe dəqiqliyi: ≤ ±0,02 mm
- İp dərinliyinin uyğunluğu: ≤ ±0,1 mm
Core DFM ən yaxşı təcrübələri
- EDM və ya xüsusi alətlərdən istifadə etməmək üçün daxili künclərdə filletlərdən istifadə edin.
- Alətin sınmasını qarşısını almaq üçün ciblərin dərinliyini alət diametrinin 4 mislinə qədər məhdudlaşdırın.
- İkincili əməliyyatları azaltmaq üçün xüsusiyyətləri birləşdirin.
- Vibrasiya və alət əyrilməsinə səbəb olan ultra-dərin qanadlardan çəkinin.
Material seçimi: istilik yayıcılar üçün alüminium və mis
Material seçimi istilik keçiriciliyi, çəki, emal oluna bilmə və xərclər arasında tarazlıq yaradır.
Alüminium (6061-T6 / 6063-T5)
- İstilik keçiriciliyi: ~200–230 Vt/m·K
- Sıxlıq: ~2,7 q/sm³ (yüngül)
- Mükəmməl emal edilmə qabiliyyəti, alətin az aşınması
- Daha aşağı xərcli, əksər tətbiqlərdə geniş istifadə olunur
Mis (C11000 / 99.9% saf)
- İstilik keçiriciliyi: ~390–400 W/m·K (yüksək)
- Sıxlıq: ~8,9 q/sm³ (alüminiumdan 3 dəfə ağır)
- Çətin emal: qabarma, alətin yapışması, daha yavaş qidalanma sürətləri
- Yüksək istilik axını olan baza lövhələri üçün ən yaxşısı
Hibrid Dizaynlar
Birləşdirin a Mis əsas (birbaşa istilik təması ilə) ilə alüminium pərdələri (konvektiv soyutma) optimallaşdırılmış performans və xərclər üçün. CNC emalı press-fit, termal yapışqan və ya brazing üsulu ilə dəqiq yığılmanı təmin edir.
Termal və Ekoloji Performans üçün Səth Bitirmələri və Müalicələri
Maşınlama sonrası son emal istilik yayılmasını, korroziyaya qarşı müqaviməti və davamlılığı artırır:
- Anodlaşdırma (alüminium)Emissivliyi, korroziyaya davamlılığı və dielektrik izolyasiyanı yaxşılaşdırır; telekommunikasiya və işıqlandırma üçün qara anodlaşdırma üstün tutulur.
- Nikel örtmə (mis): Oksidləşmənin qarşısını alır və termal kontakt səmərəliliyini qoruyur.
- Fırçalanmış / kum püskürtməli səth bitirmələriÖlçüləri dəyişdirmədən hava axını turbulensiyasını və estetik görünüşü artırır.
CNC emalı ilə ekstruziya: hansını seçmək lazımdır?
| Tətbiq | CNC emalı | Ekstruziya |
|---|---|---|
| Mürəkkəb geometriyalar, çoxistiqamətli qanadcıqlar | ✅ İdeal | ❌ Məhdud |
| Prototipləşdirmə və sürətli iterasiya | ✅ Ən yaxşı | ❌ Yavaş (alət hazırlama müddəti) |
| Aşağıdan orta həcmə qədər (<5,000 vahid) | ✅ Xərci qənaətli | ❌ Alət xərclərinin yüksək olması |
| Yüksək həcmli sadə vahid profillər | ❌ Hər bir vahid üçün daha yüksək xərc | ✅ Ən səmərəli |
Dəqiqlik, fərdiləşdirmə və sürət kütləvi istehsalın xərc səmərəliliyindən daha vacib olduqda CNC emalını seçin.
CNC ilə emal olunmuş istilik yayıcıların tətbiqləri
CNC ilə işlənmiş İsıtma radiatorları dünya üzrə yüksək performanslı sənayelərə xidmət edir:
- 5G baza stansiyaları, telekommunikasiya RF modulləri və yüksək vattlı gücləndiricilər
- Avtomobil ECU-ları, elektrik avtomobil inverterləri və batareya idarəetmə sistemləri
- Yüksək performanslı hesablama, CPU-lar və server soyutması
- LED işıqlandırma, tibbi cihazlar və sənaye sensorları
Niyə CNC işlənmiş istilik yayıcılarınız üçün HLW-ni seçməlisiniz
HLW dəqiq CNC işlənmiş istilik sinklərinin etibarlı qlobal təchizatçısıdır:
- ISO 9001, IATF 16949 sertifikatlı istehsal
- Öz daxilində 3-oxlu, 5 oxlu, EDM və üfüqi frezələmə imkanları
- Tam DFM təhlili və termal dizayn dəstəyi
- Sürətli qiymət təklifi, 1 günlük sürətli prototip hazırlanması və 3–5 günlük standart çatdırılma müddətləri
- Şəffaf qiymət siyasəti, sifarişlərin real vaxt izlənməsi və qlobal logistika
- Fərdi termal həllər üçün ixtisaslaşmış mühəndislik dəstəyi
Fəaliyyətə Çağırış
Termik tələblərinizə uyğun dəqiq, qənaətli CNC işlənmiş istilik radiatoru əldə edin. Pulsuz qiymət təklifi və DFM analizi üçün bu gün HLW ilə əlaqə saxlayın.
- Telefon: +86 18664342076
- E-poçtinfo@helanwangsf.com
- CAD fayllarınızı dərhal rəy və rəqabətli qiymətlər üçün yükləyin.